
Функционал и настройки аппарата ПТК HANKER MIG 200 SYN LCD H55
Промышленный аппарат ПТК HANKER MIG 200 SYN LCD H55 с синергетическими настройками, в котором заложены четыре вида сварки: MIG, MIG SYN, Lift TIG, MMA. Аппарат оснащен цифровым LCD экраном управления сварочными параметрами. В аппарате есть функционал выбора газа, регулировка индуктивности и функция защиты от перегрева.
В режиме ММА присутствует регулируемый форсаж дуги (Arc Force), который улучшает стабильность горения электрода и горячий старт (Hot Start), который обеспечивает подъем пикового тока в момент поджига дуги.
Передняя панель ПТК HANKER MIG 200 SYN LCD H55

- Многофункциональны LCD дисплей
- Энкодеры управления
- Кнопка проверки газа (удерживать при нажатии)
- Кнопка выбора режимов сварки (MIG, MIG SYN, Lift TIG, MMA)
- Выбор диаметра проволоки
- Выбор сварочного материала и защитного газа
- Кнопка выбора режима работы сварочной горелки 2T/4T/SP
- Кнопка холостого прогона проволоки (удерживать при нажатии)
Режим ММА
В главном меню аппарата, с помощью энкодера, выберите сварку в режиме MMA. Подтвердите свой выбор нажатием на энкодер.
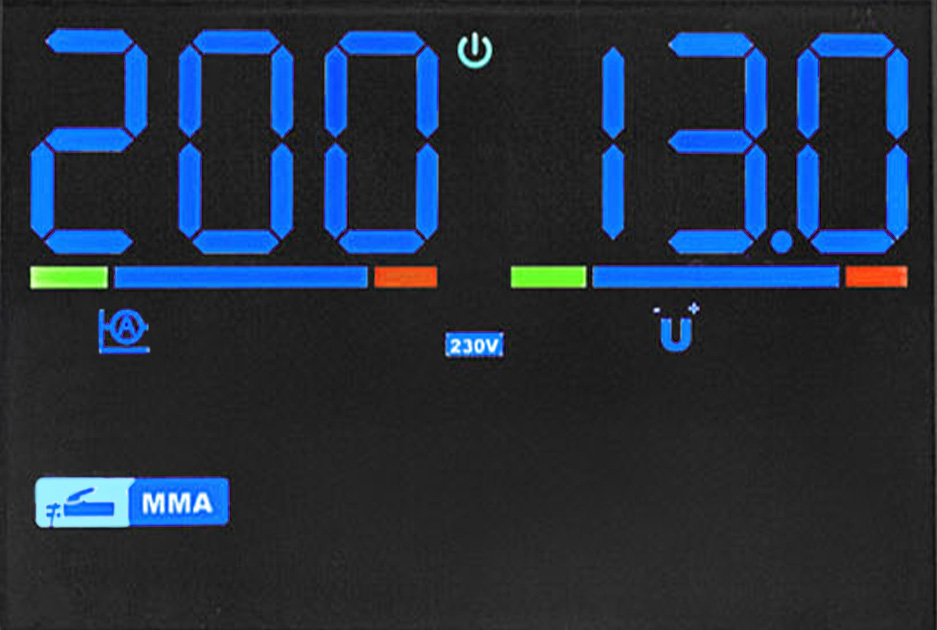
- Регулировка сварочного тока – от 10 до 200А – регулируется левым энкодером.
- Arc Force (Форсаж дуги) – от 10 до 100 (шаг 10) – регулируется правым энкодером (одно нажатие на энкодер).
- Hot Start (Горячий старт) – от 10 до 100% (шаг 10%) – регулируется правым энкодером (два нажатия на энкодер).
РЕЖИМ LIFT TIG
LIFT TIG – режим, при котором дуга на вольфрамовом электроде возбуждается касанием об металл. Такие требования часто применяются на производствах, где не допустимо разжигать дугу высокочастотным поджигом (TIG HF). Например, на объектах атомной энергетики.
- Регулировка сварочного тока – от 10 до 200 – регулируется левым энкодером.
Режим MIG SYNERGIC
Это синергетический режим MIG сварки, где аппарат предлагает пройти трех-ступенчатую настройку сварки: необходимо выбрать какой проволокой вы будете сваривать, выбрать рекомендуемый газ, выбрать толщину свариваемого изделия.
Доступны металлы для сварки: Fe, FluFe, Ss, FluSs, AlMg, CuSi.
После выбора предыдущих параметров, на основном экране меню вы сможете настроить:
- Отрегулировать сварочное напряжение.
- Изменить скорость подачи сварочной проволоки.
- Произвести корректировку вольтажа. Корректировка напряжение в MIG SYN (регулируется правым энкодером) – диапазон регулировки от – 4,0 до + 4,0.

Выбор параметров регулируется левым энкодером. Регулировка сварочного тока – от 25 до 200 А.
Диапазон регулировки сварочного тока, в зависимости от выбранной проволоки:
SYN + Fe (Co₂)
- 0,6 мм – от 25 до 110 Ампер.
- 0,8 мм – от 40 до 160 Ампер.
- 0,9 мм – от 50 до 200 Ампер.
- 1,0 мм – от 60 до 200 Ампер.
SYN +Ss
- 0,8 мм – от 60 до 160 Ампер.
- 0,9 мм – от 70 до 200 Ампер.
- 1,0 мм – от 70 до 200 Ампер.
SYN +ALMg
- 0,9 мм – 70 – 150 Ампер.
- 1,0 мм – 80 – 180 Ампер.
SYN + Flux-cored
- 0,8 мм – 60 – 160 Ампер.
SYN + Fe (C100)
- 0,6 мм – от 25 до 90 Ампер.
- 0,8 мм – от 40 до 150 Ампер.
- 0,9 мм – от 50 до 200 Ампер.
- 1,0 мм – от 60 до 200 Ампер.
SYN + Flux-Fe
- 0,8 мм – от 60 до 160 Ампер.
- 0,9 мм – от 60 до 200 Ампер.
- 1,0 мм – от 70 до 200 Ампер.
SYN + CuSi
- 0,8 мм – от 50 до 150 Ампер.
- 0,9 мм – от 60 до 200 Ампер.
Режим MIG MANUAL
В режиме ручных настроек возможны следующие регулировки (регулируется левым энкодером):
- Регулировка скорости подачи проволоки – от 1,5 до 15 м/мин.
- Напряжение – диапазон регулировки от 10 до 26 В.
- Индуктивность – диапазон регулировки от 0 до 10 (отрицательных значений не предусмотрено, 0 – более мягкая дуга, 10 – более жесткая, рекомендуется индивидуальная подстройка при сварке в аргоне алюминия).
- Скорость подачи проволоки (регулируется левым энкодером – одно нажатие на энкодер) – диапазон регулировки в зависимости от выбранного металла и диаметра сварочной проволоки.
- Выбор толщины металла (регулируется левым энкодером – два нажатия на энкодер) – диапазон регулировки в зависимости от выбранного металла и диаметра сварочной проволоки.
Кнопка выбора режима горелки
- Выбор режима работы сварочной горелки 2Т/4Т/SP
- SP – SPT (сварка прихватками) – регулируется правым энкодером. Диапазон регулировки от 0,1 до 5,0 сек.
Дополнительная информация о технических характеристиках, комплектации и фотографии нового аппарата ПТК HANKER MIG 200 SYN LCD H55 доступна в карточке с товаром.



