
Настройки и интерфейс аппарата ПТК HANKER MIG 200 DP PFC LCD H60
Промышленный сварочный аппарат ПТК HANKER MIG 200 DP PFC LCD H60 с синергетическими настройками: несколько режимов сварки - MMA, MIG, Lift TIG, PULSE MIG и Double PULSE MIG. Поддерживает работу пониженного напряжения сети (PFC). Многофункциональный сенсорный LCD дисплей.
Передняя панель ПТК HANKER MIG 200 DP PFC LCD H60

- Многофункциональный сенсорный LCD дисплей
- Правый и левый энкодеры управления
- Правая и левая кнопки выбора функций аппарата
- Кнопка сохранения и загрузки сварочных параметров
- USB слот
- Кнопка настройки интерфейса
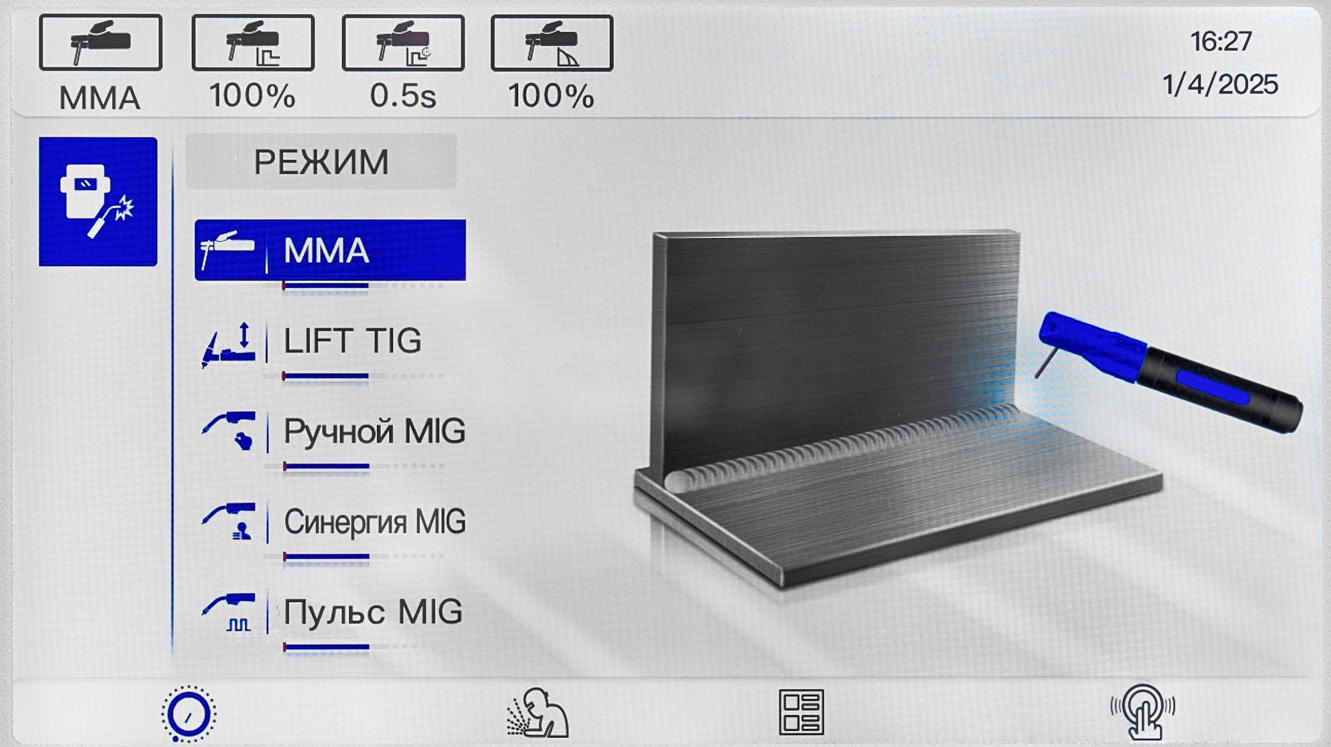
Основное меню аппарата:
- MMA
- LIFT TIG
- MIG
- SYNERGIC MIG
- PULSE MIG
- Double Pulse MIG
- Settings (Настройки)
Settings (Настройки) – шестеренки на экране аппарата. Нажав на кнопку «шестеренка», пользователь может вызвать панель с вспомогательными настройками интерфейса экрана и других параметров.
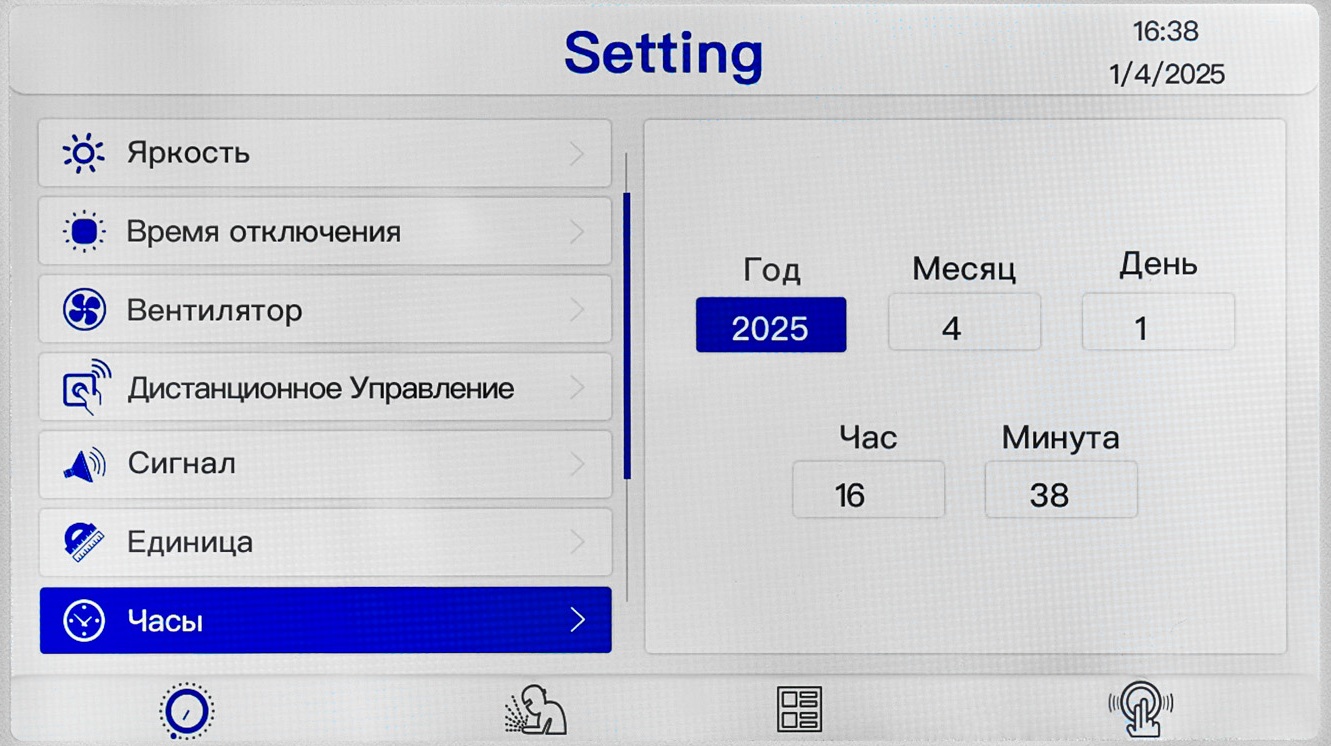
- Язык - доступны русский и английский языки.
- Яркость экрана - плавная регулировка.
- Время активности экрана в реактивном режиме - 15 / 30 / 60 мин / никогда (экран всегда активен).
- Вентилятор - постоянный обдув или интеллектуальное охлаждение.
- Звуковой сигнал - регулируется громкость. На каждое действие и подтверждение происходит звуковой сигнал.
- Единица - выбор единицы измерения, дюймы или метрическая система.
- Дистанционное управление – подключение пульта дистанционного управления (Вкл/Выкл).
- Часы - установка даты и времени.
- Информация - информация о версии аппарата.
- Сброс до заводских настроек.
- Обновление прошивки.
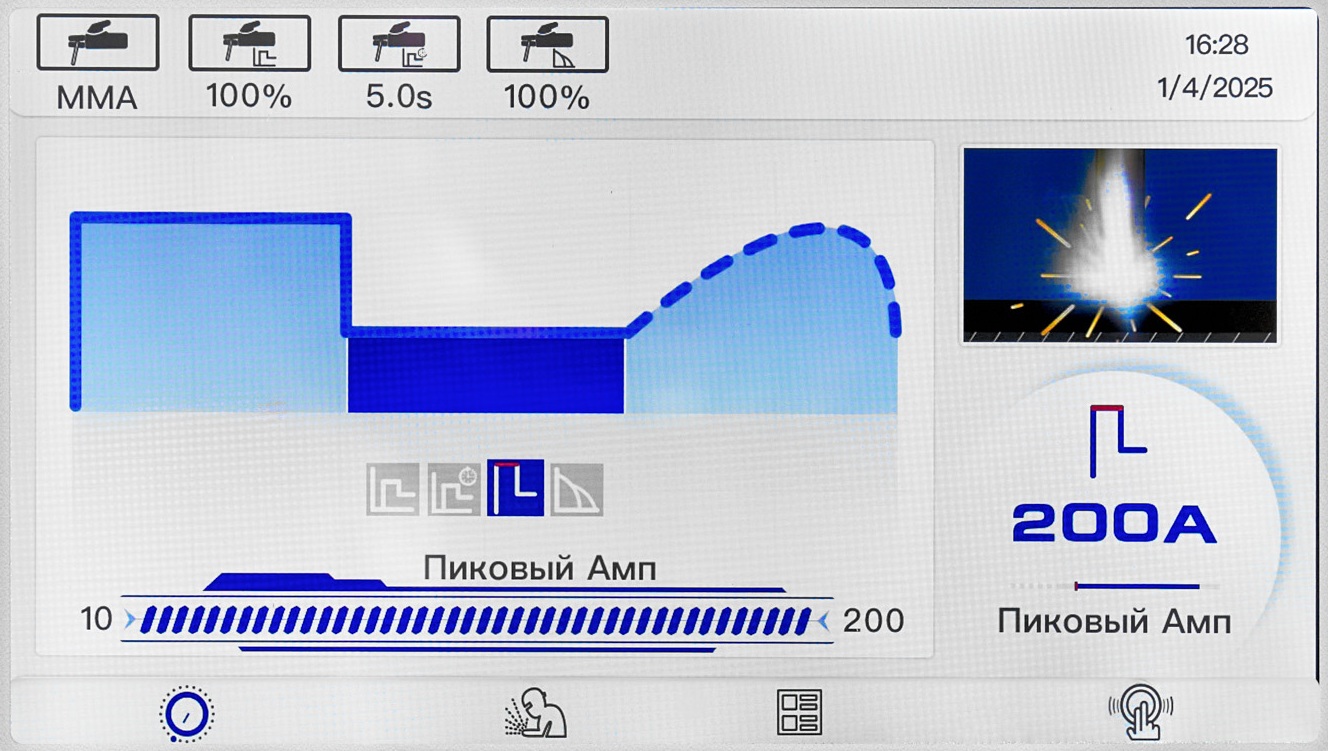
Режим MMA
Нажмите на сенсорный экран или с помощью левого энкодера, выберите сварку в режиме MMA. Подтвердите свой выбор нажатием на энкодер или экран.
Возможные настройки:
- Current (Напряжение) - диапазон от 10 до 200 Ампер.
- Thickness (Толщина изделия) - 1,5 - 6,0 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
- Diameter (Диаметр электрода) - 1,6 - 5,0 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
Регулировки:
- Hot Start (Горячий старт) - диапазон от 0 до 100%.
- Hot Start Time (Время горячего старта) - от 0,5 до 5,0 сек.
- Peak Amp (Пиковый ток) - от 10 до 200 Ампер.
- Arc Force (Форсаж дуги) - от 0 до 100%.
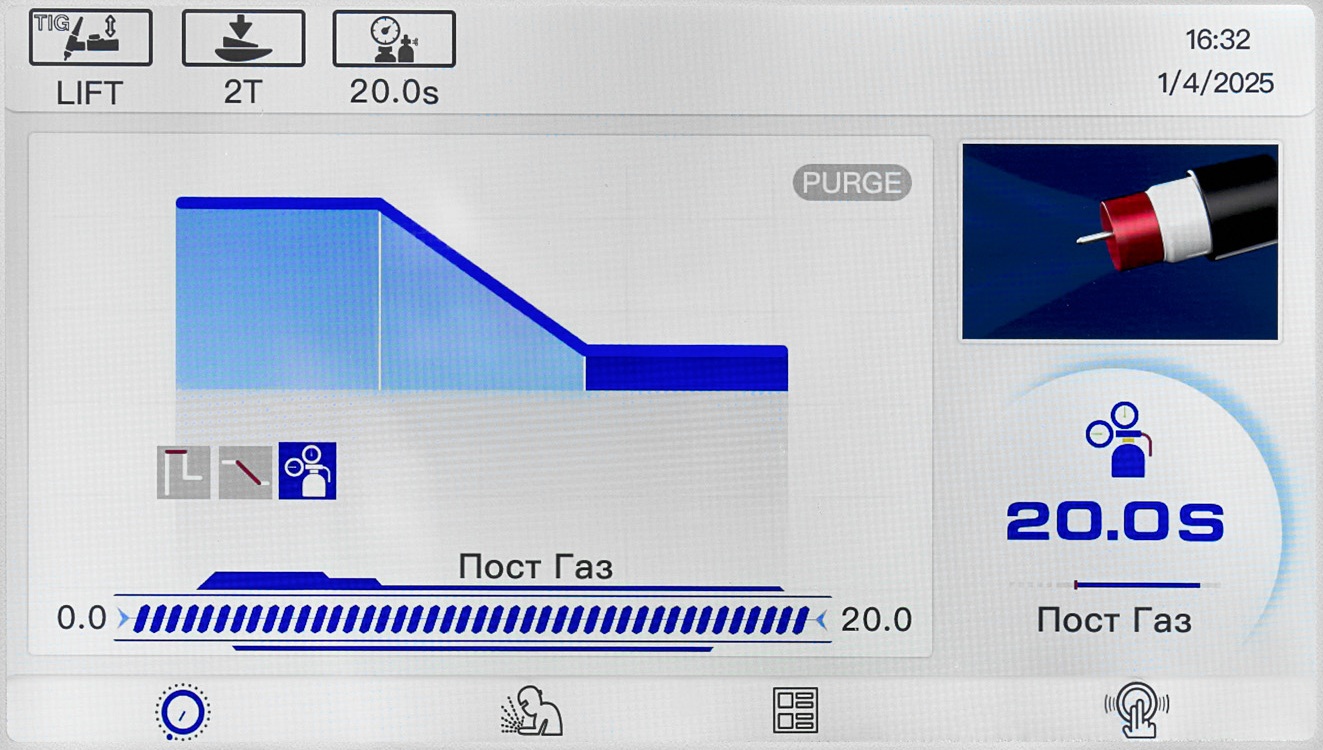
РЕЖИМ LIFT TIG
LIFT TIG - режим, при котором дуга на вольфрамовом электроде возбуждается касанием об металл. Такие требования часто применяются на производствах, где не допустимо разжигать дугу высокочастотным поджигом (TIG HF). Например, на объектах атомной энергетики.
- Регулировка сварочного тока – от 10 до 200 Ампер – регулируется левым энкодером.
Регулировка по толщине металла – от 1,0 - 8,0 мм.

Настройка режимов:
- Peak Amp (Пиковый ток) - от 10 до 200 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- Post-Gas (Постгаз) - от 0 до 20 сек.
Режим работы горелки:
- 2Т/4Т
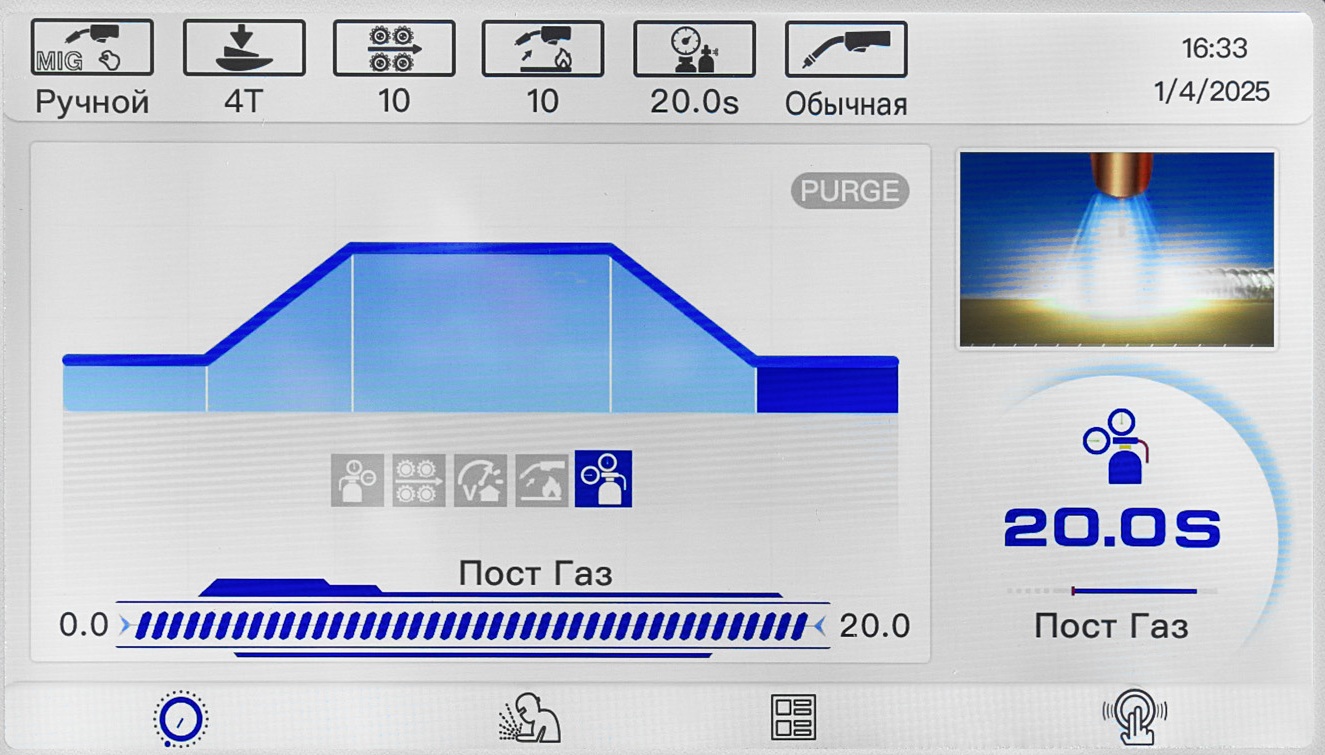
Режим MIG MANUAL (Ручной MIG)

В режиме ручных настроек возможны следующие регулировки:
- Регулировка скорости подачи проволоки - от 1,5 до 16,5 м/мин.
- Регулировка напряжения - от 10 до 27 В.
- Spool Gun – Подключение к аппарату горелки Spool Gun (горелка с катушкой на рукоятке), On/Off.
- Режим выбора горелки 2Т/4Т/SPOT.
- Inductance (Регулировка индуктивности) – регулировка в диапазоне от -10 до + 10.
Настройка циклограммы:
- Pre-Flow (Предгаз) – Регулировка в диапазоне от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – Диапазон: 0–10
- Welding Volts (Вольтаж) – от 10 до 27 В.
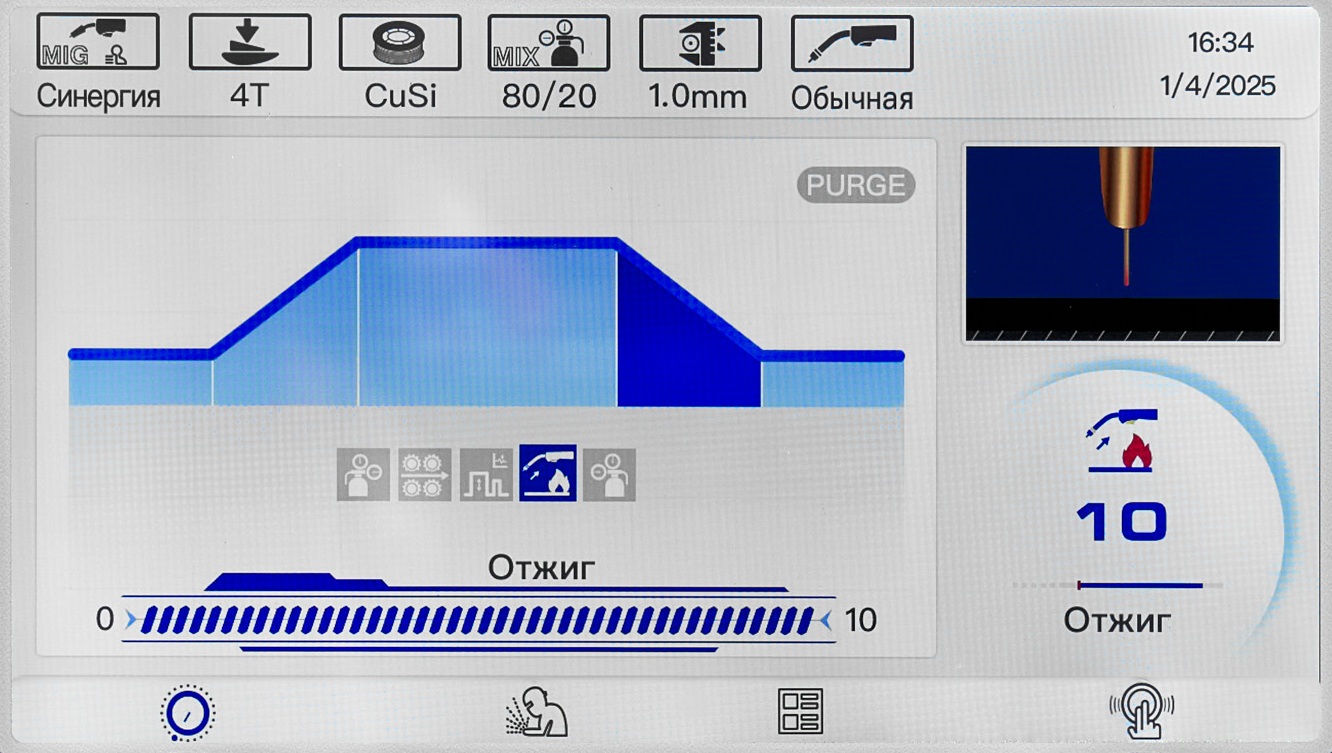
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
- Spot Time (Время Spot) – Функционал доступен только при SPOT режиме работы горелки. Диапазон: 0,5–20 сек.
Режим MIG SYNERGIC
Это синергетический режим MIG сварки, где аппарат предлагает пройти трех-ступенчатую настройку сварки: необходимо выбрать какой проволокой вы будете сваривать, выбрать рекомендуемый газ, выбрать толщину свариваемого изделия.

Выбор режимов:
- Mild Steel (Сталь) - Газ MIX80/20 и 100%CO₂.
- Flux-Cored metal (Порошковая/Самозащитная) - Газ 100%CO₂.
- Stainless Steel (Нержавеющая сталь) - Газ MIX98/2.
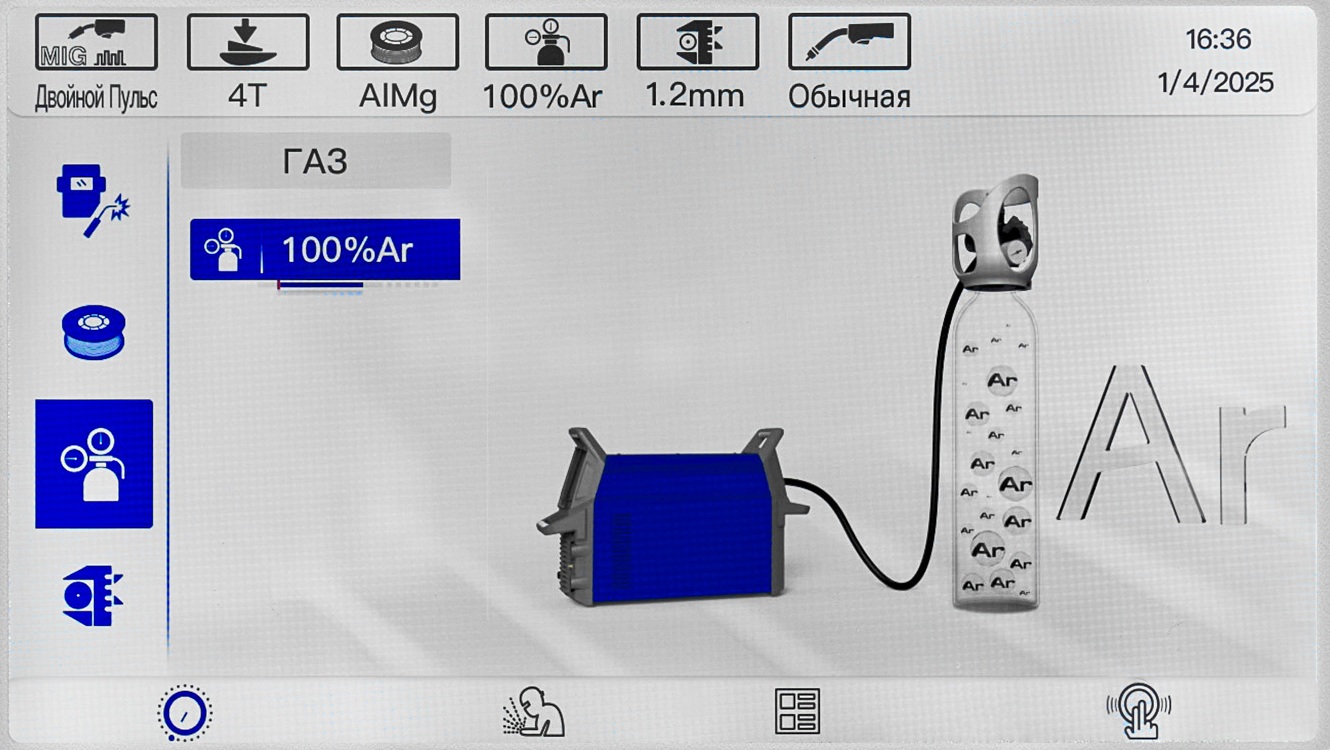
- AlMg5 (Алюминий) - Газ 100% Ar.
- CuSi3 (Медь) - Газ 100% Ar.
Доступный диаметр выбора проволоки
- Режим Mild Steel (Сталь) - Газ MIX80/20 и 100%CO₂ - 0,6/0,8/0,9/1,0 мм.
- Режим Flux-Cored metal (Порошковая/Самозащитная) - Газ 100%CO₂ - 0,8/0,9/1,0 мм.
- Режим Stainless Steel (Нержавеющая сталь) - Газ MIX98/2 - 0,8/0,9/1,0 мм.
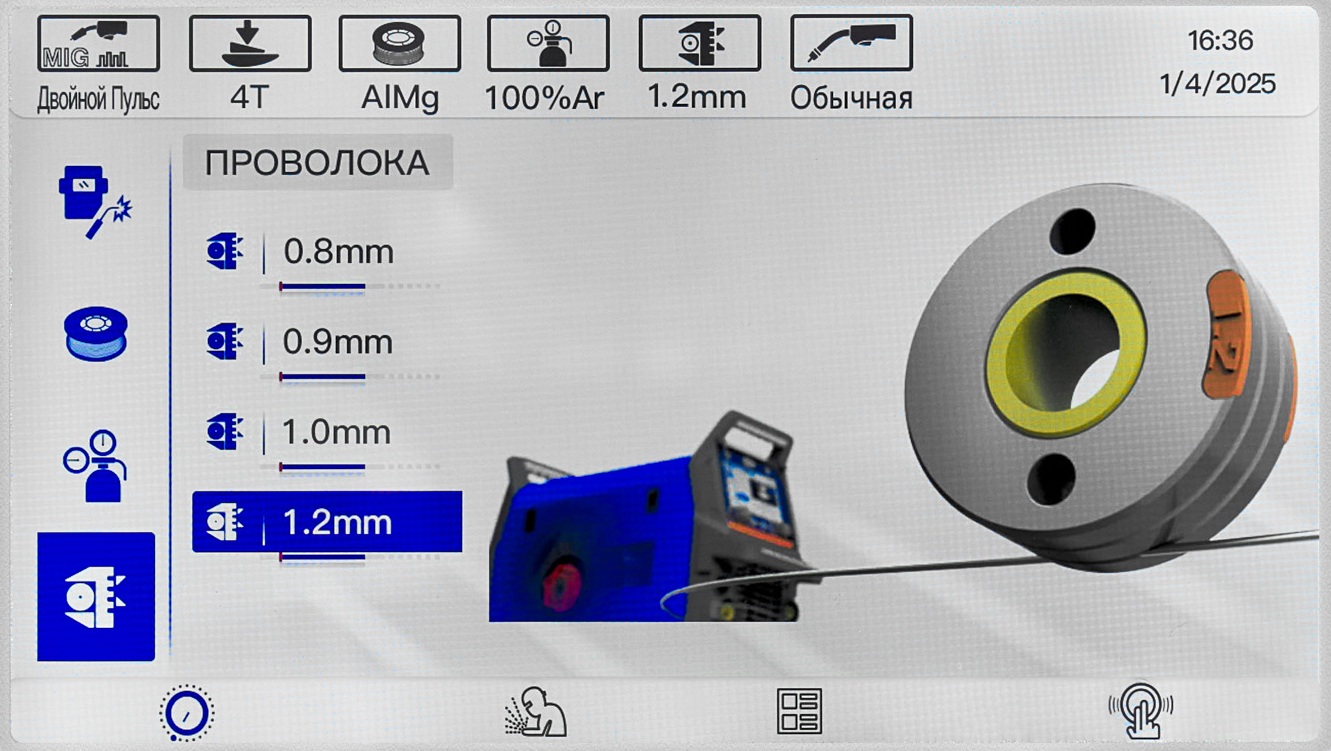
- Режим AlMg5 (Алюминий) - Газ 100% Ar - 0,8/0,9/1,0/1,2 мм.
- Режим CuSi3 (Медь) - Газ 100% Ar - 0,8/0,9/1,0 мм.
Основная концепция синергического режима заключается в том, что при выборе нужной вам проволоки, газа и диаметра сварочной проволоки программа автоматически устанавливает необходимые параметры для сварки. При этом, вы можете самостоятельно вносить корректировки.
Доступные базовые корректировки
- Регулировка тока.
- Регулировка скорости подачи проволоки.
- Выбор толщины изделия.
- Корректировка напряжения - от -10 до +10 В.
- Режимы работы горелки: 2T/4T/S4T/SPOT/S2T.
- Регулировка индуктивности - от -10 до +10.
Доступные углубленные корректировки
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Start Amp P (Проценты в Амперах до базового тока) – от 1 до 200%.
- Start Amp Time (время до базового тока) – от 0 до 20 сек.
- Peak Current (Пиковый ток, в Амперах).
- Final Current of Peak (Конечный ток, % от пикового).
- Time to Final Current (Время конечного тока) - от 0 до 20 сек.
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
Режим MIG PULSE и MIG Double PULSE
Сварка в режиме одинарного пульса (MIG PULSE) и двойного пульса (Double PULSE), где аппарат предлагает пройти настройку – выбрать проволоку, газ, толщину свариваемого изделия. В режиме пульса и двойного пульса расширяются опции по выбору проволоки.
Режим MIG PULSE

Выбор режимов
- Mild Steel (Сталь) - Газ MIX80/20.
- Stainless Steel (Нержавеющая сталь) - Газ MIX98/2.
- Al99 (Алюминий) - Газ 100% Ar.
- AlMg5 (Алюминий) - Газ 100% Ar.
- AlSi5 (Алюминий) - Газ 100% Ar.
- CuSi3 (Медь) - Газ 100% Ar.
Доступный диаметр выбора проволоки

- Режим Mild Steel (Сталь) - Газ MIX80/20 - 0,6/0,8/0,9/1,0 мм.
- Режим Stainless Steel (Нержавеющая сталь) - Газ MIX98/2 - 0,8/0,9/1,0 мм.
- Режим Al99 (Алюминий) - Газ 100% Ar - 1,2 мм.
- Режим AlMg5 (Алюминий) - Газ 100% Ar - 0,8/0,9/1,0/1,2 мм.
- Режим AlSi5 (Алюминий) - Газ 100% Ar - 1,0/1,2 мм.
- Режим CuSi3 (Медь) - Газ 100% Ar - 0,8/1,0 мм.
Доступные базовые корректировки
- Регулировка тока.
- Регулировка скорости подачи проволоки.
- Выбор толщины изделия.
- Регулировка длины дуги (в связке с напряжением) - от -10 до +10 В.
- Режимы работы горелки: 2T/4T/S4T/SPOT/S2T.
- Регулировка индуктивности - от -10 до +10.
Доступные углубленные корректировки
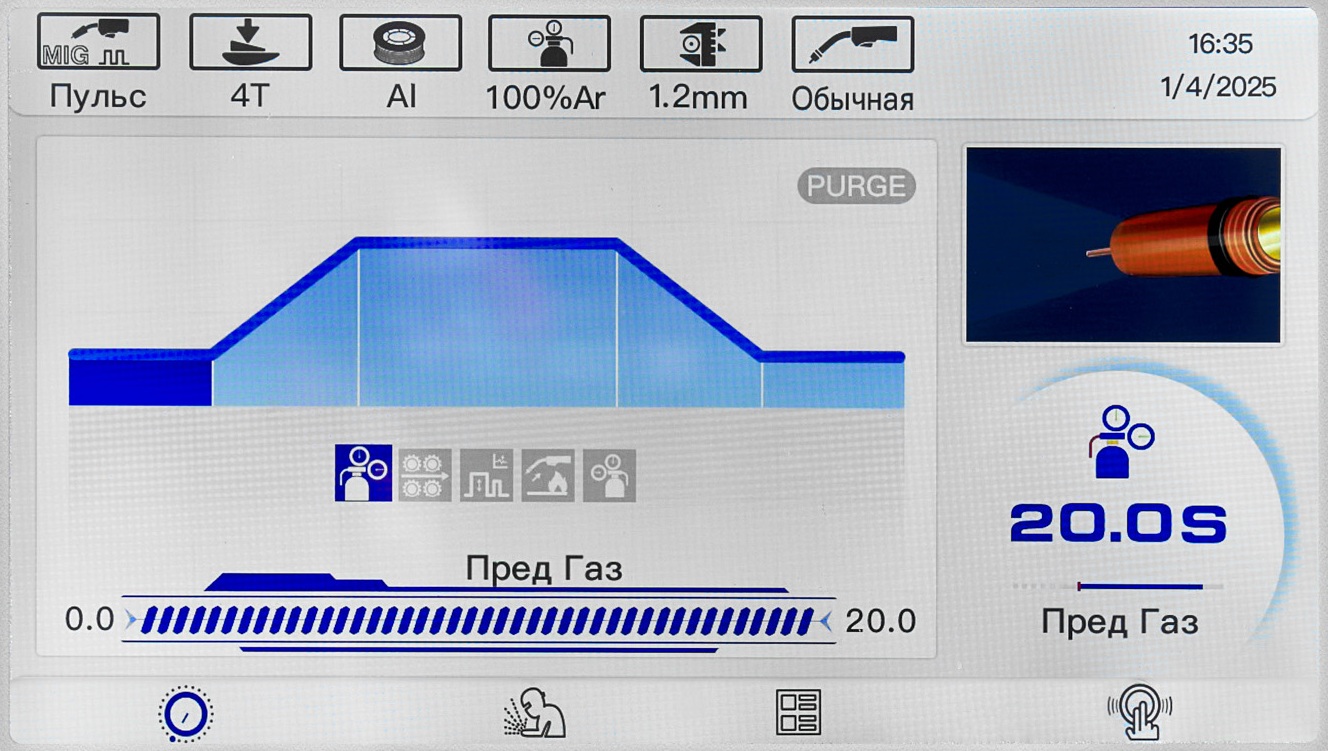
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Start Amp P (Проценты в Амперах до базового тока) – от 1 до 200%.
- Длина начальной дуги - от 10 до +10.
- Start Amp Time (время до базового тока) – от 0 до 20 сек.
- Peak Current (Пиковый ток, в Амперах).
- Final Current of Peak (Конечный ток, % от пикового).
- Длина конечной дуги - от -10 до +10.
- Время конечных Амперов - от 0 до 20 сек.
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
Режим MIG Double PULSE
Выбор режимов
- Mild Steel (Сталь) - Газ MIX80/20.
- Stainless Steel (Нержавеющая сталь) - Газ MIX98/2.
- Al99 (Алюминий) - Газ 100% Ar.
- AlMg5 (Алюминий) - Газ 100% Ar.
- AlSi5 (Алюминий) - Газ 100% Ar.
- CuSi3 (Медь) - Газ 100% Ar.
Доступный диаметр выбора проволоки
- Режим Mild Steel (Сталь) - Газ MIX80/20 - 0,6/0,8/0,9/1,0 мм.
- Режим Stainless Steel (Нержавеющая сталь) - Газ MIX98/2 - 0,8/0,9/1,0 мм.
- Режим Al99 (Алюминий) - Газ 100% Ar - 1,2 мм.
- Режим AlMg5 (Алюминий) - Газ 100% Ar - 0,8/0,9/1,0/1,2 мм.
- Режим AlSi5 (Алюминий) - Газ 100% Ar - 1,0/1,2 мм.
- Режим CuSi3 (Медь) - Газ 100% Ar - 0,8/1,0 мм.
Доступные базовые корректировки
- Регулировка тока.
- Регулировка скорости подачи проволоки.
- Выбор толщины изделия.
- Регулировка длины дуги (в связке с напряжением) - от -10 до +10 В.
- Режимы работы горелки: 2T/4T/S4T/SPOT/S2T.
- Регулировка индуктивности - от -10 до +10.
Доступные углубленные корректировки
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Start Amp P (Проценты в Амперах до базового тока) – от 1 до 200%.
- Длина начальной дуги - от 10 до +10.
- Start Amp Time (время до базового тока) – от 0 до 20 сек.
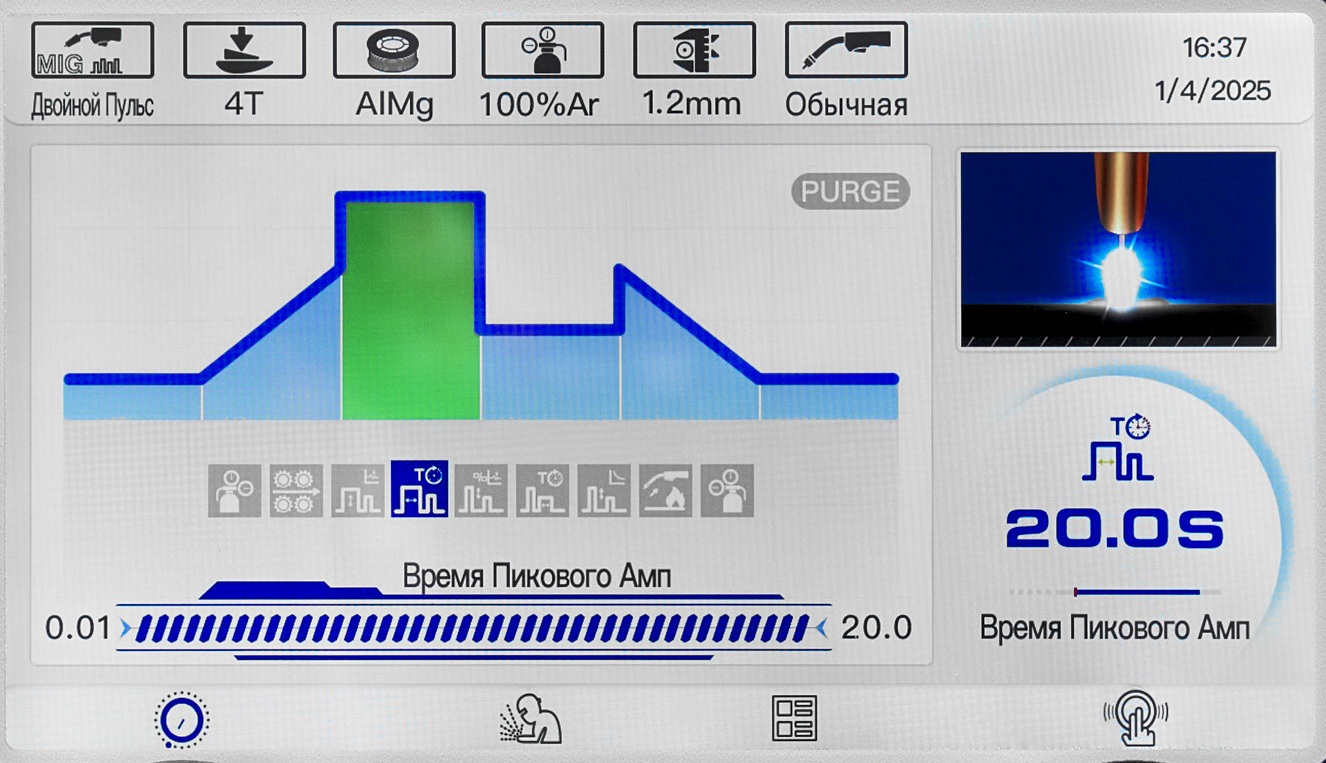
- Peak Current (Пиковый ток, в Амперах).
- Final Current of Peak (Конечный ток, % от пикового).
- Time to Final Current (Время конечного тока) - от 0,01 до 20 сек..
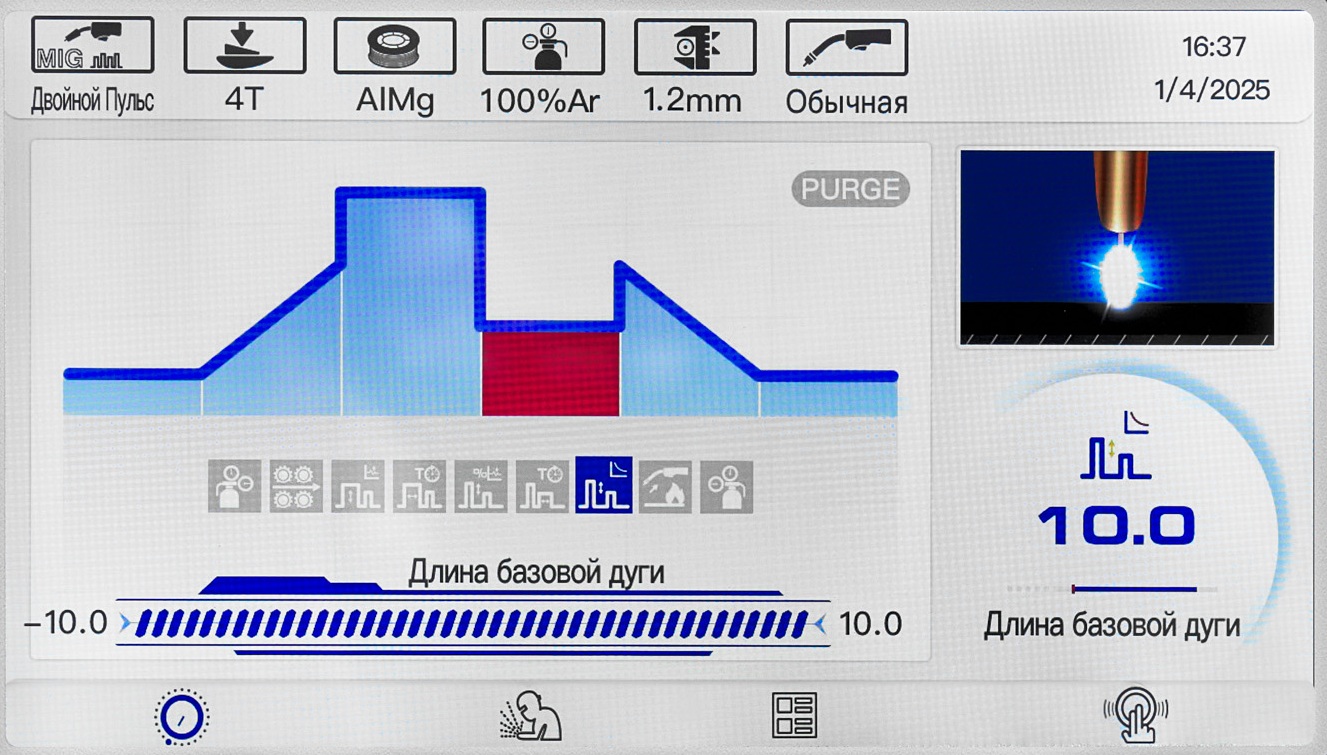
- Базовые Амперы - от 1 до 200%.
- Время базовых Амперов - от 0,01 до 20 сек.
- Конечные Амперы - от 1 до 200%.
- Длина конечной дуги - от -10 до +10.
- Время конечных Амперов - от 0 до 20 сек.
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
ВНИМАНИЕ! Углубленные настройки могут отличаться, в зависимости от выбора проволоки и газа.
Дополнительную информацию о технических характеристиках, комплектацию и фотографии нового аппарата ПТК HANKER MIG 200 DP PFC LCD H60 можно найти в карточке с товаром.


