
Функции и настройки в полуавтомате ПТК HANKER MIG 230 DP AC/DC PFC LCD H95
Сварочный аппарат ПТК HANKER MIG 230 DP AC/DC PFC LCD H95 может выполнять все виды сварки: MIG, MMA в режиме DC и PULSE, все режимы для аргонодуговой сварки: LIFT TIG, TIG HF, TIG DC, TIG AC, PULSE, SMART TIG (синергетический режим). Многофункциональный сенсорный LCD дисплей , интеллектуальная система охлаждения плат. Полноценная сварка алюминия, меди, стали и нержавеющей стали в режимах TIG и MIG.
Передняя панель ПТК HANKER MIG 230 DP AC/DC PFC LCD H95

- Многофункциональный сенсорный LCD дисплей
- Правый и левый энкодеры управления
- Правая и левая кнопки выбора функций аппарата
- Кнопка сохранения и загрузки сварочных параметров
- USB слот
- Кнопка настройки интерфейса
Основное меню аппарата:
- MMA
- LIFT TIG
- HF TIG
- Smart TIG
- MIG
- SYNERGIC MIG
- PULSE MIG
- Double Pulse MIG
- Settings (Настройки)
Settings (Настройки) – шестеренки на экране аппарата. Нажав на кнопку «шестеренка», пользователь может вызвать панель с вспомогательными настройками интерфейса экрана и других параметров.
- Язык - доступны русский и английский языки.
- Яркость экрана - плавная регулировка.
- Время активности экрана в реактивном режиме - 15 / 30 / 60 мин / никогда (экран всегда активен).
- Вентилятор - постоянный обдув или интеллектуальное охлаждение.
- Звуковой сигнал - регулируется громкость. На каждое действие и подтверждение происходит звуковой сигнал.
- Единица - выбор единицы измерения, дюймы или метрическая система.
- Часы - установка даты и времени.
- Информация - информация о версии аппарата.
- Сброс до заводских настроек.
- Обновление прошивки.


Режим MMA
Нажмите на сенсорный экран или с помощью левого энкодера, выберите сварку в режиме MMA. Подтвердите свой выбор нажатием на энкодер или экран. Аппарат может сваривать электродом как в простом режиме DC (постоянный ток), так и в режиме квадратной формы волны AC на переменном токе.
Левый энкодер настраивает:
- Current (Напряжение) - диапазон от 10 до 200 Ампер.
- Thickness (Толщина изделия) - 1,5 - 6,0 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
- Diameter (Диаметр электрода) - 1,6 - 5,0 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
Подбор сварочного тока можно сделать указав толщину свариваемого изделия или диаметр электрода. Аппарат автоматически рассчитает ток, отталкиваясь от заданной толщины или диаметра электрода.
Правый энкодер настраивает:
- Pulse (Режим пульса) - On/Off (Вкл/Выкл).
- Wave (Формы волны) - режим DC (постоянный ток) или режим квадратной формы волны АС.
- VRD - On/Off (Вкл/Выкл).
PULSE OFF
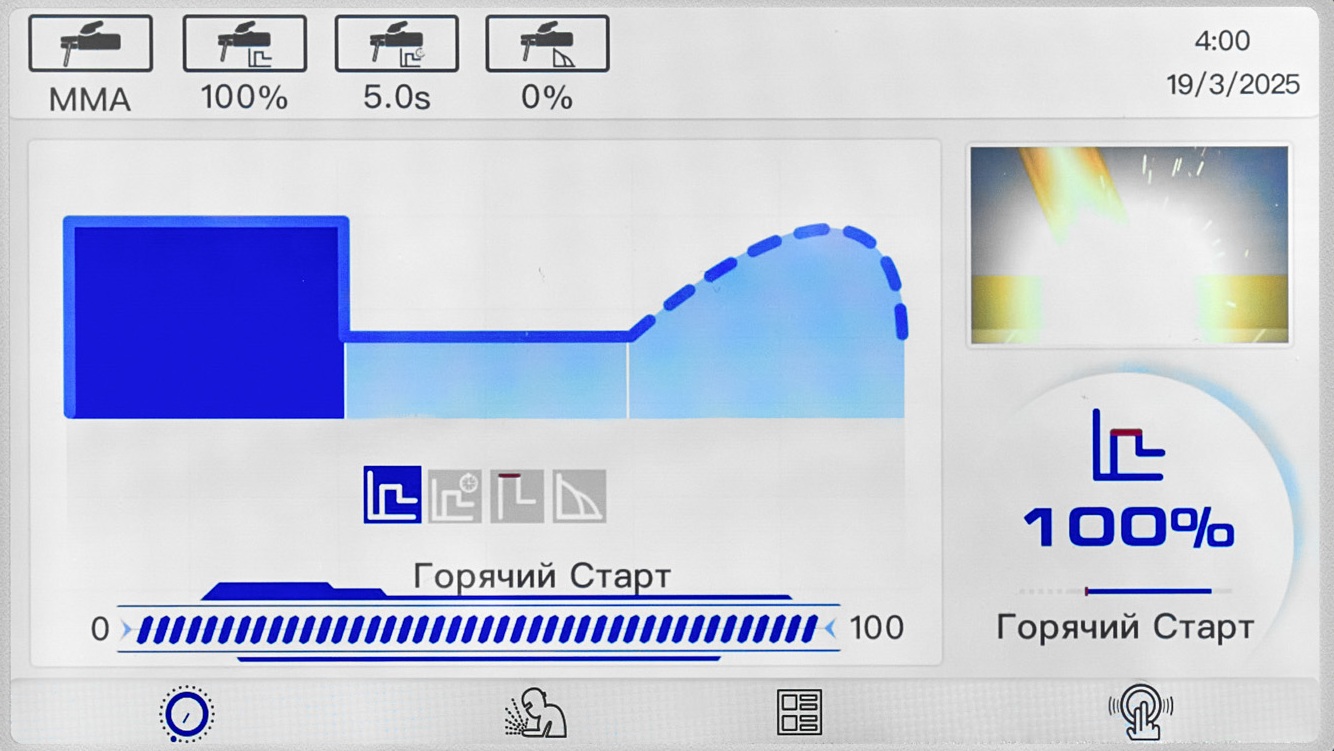
- Hot Start (Горячий старт) - диапазон от 0 до 100%.
- Hot Start Time (Время горячего старта) - от 0,5 до 5,0 сек.
- Peak Amp (Пиковый ток) - от 10 до 200 Ампер.
- Arc Force (Форсаж дуги) - от 0 до 100%.
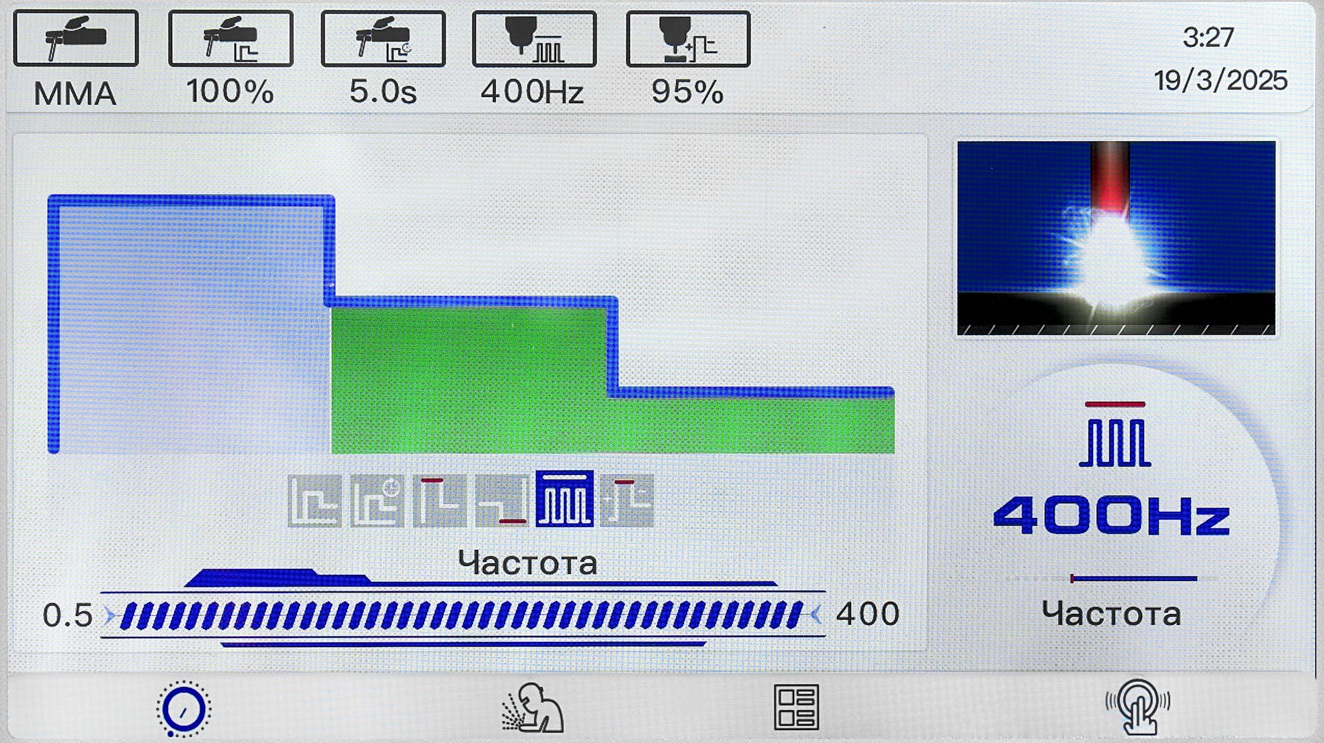
PULSE ON
- Hot Start (Горячий старт) - от 0 до 100%.
- Hot Start Time (Время горячего старта) - от 0,5 до 5,0 сек.
- Peak Amp (Пиковый ток) - от 10 до 200 Ампер.
- Base Amp (Базовый ток) - от 10 до 200 Ампер.
- Frequency (Частота) - от 0,5 до 400 Гц (в интервале 0,5-5,0 Гц шаг добавления 0,1 Гц, начиная с 5,0 до 400 Гц - шаг добавления 1 Гц).
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
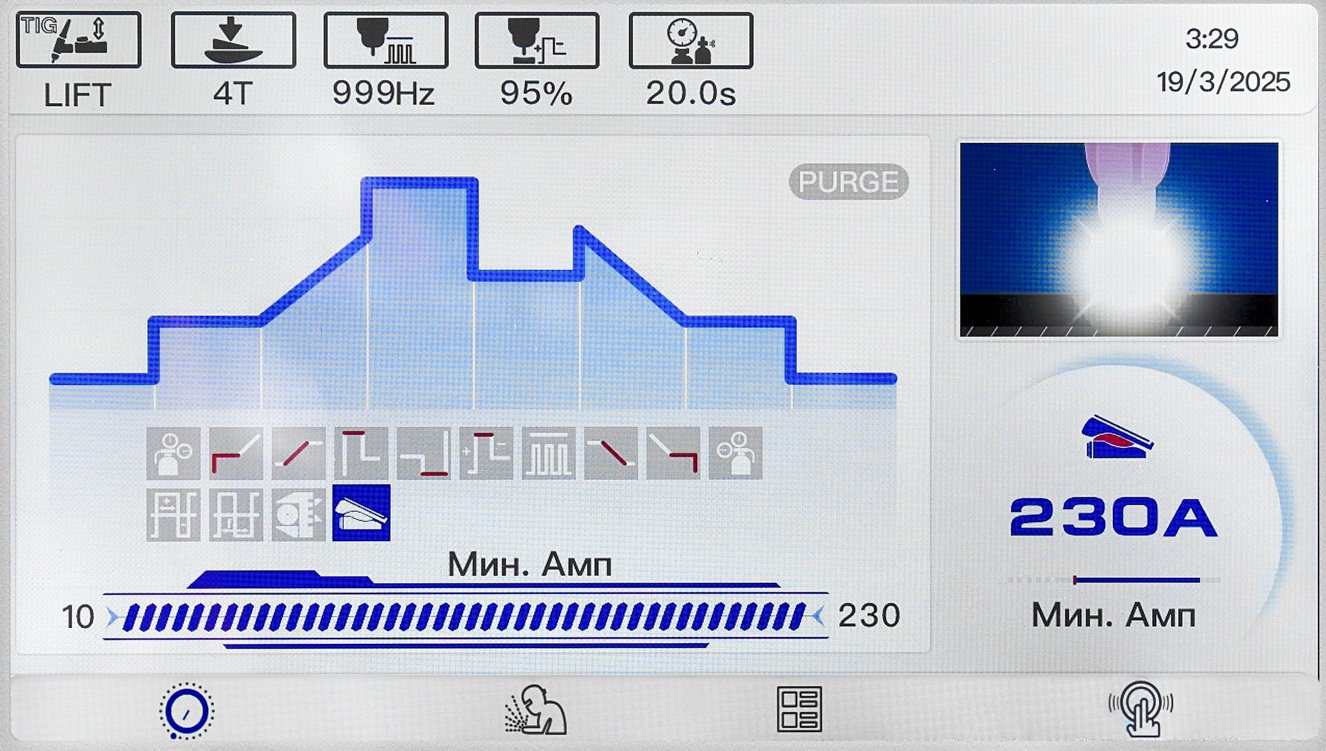
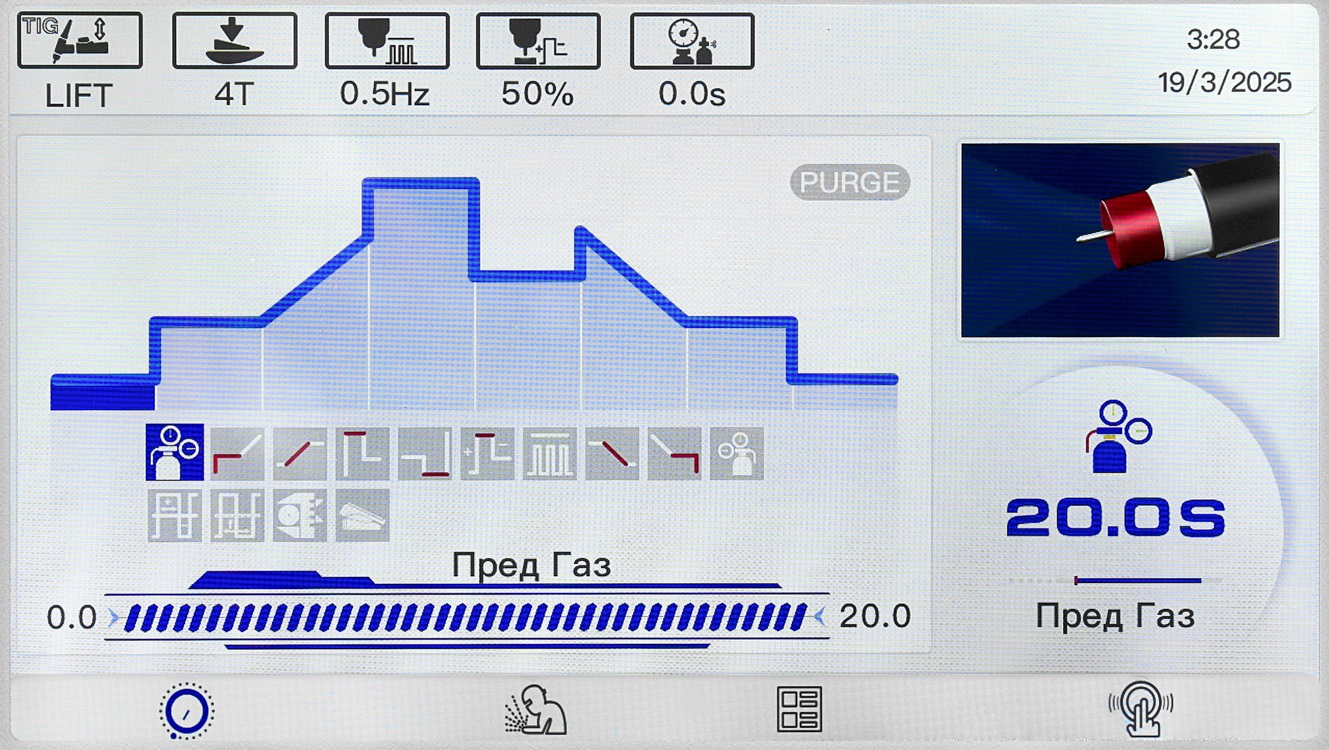
РЕЖИМ LIFT TIG
LIFT TIG - режим, при котором дуга на вольфрамовом электроде возбуждается касанием об металл. Такие требования часто применяются на производствах, где не допустимо разжигать дугу высокочастотным поджигом (TIG HF). Например, на объектах атомной энергетики.
- Регулировка сварочного тока – от 10 до 230 Ампер – регулируется левым энкодером.
Регулировка по толщине металла – от 1,0 - 10,0 мм.
Выбор форм волны в режиме с пульсом (PULSE ON) и без пульса (PULSE OFF):
- DC (Постоянный ток) – Сварка на постоянном токе
- Square (АС Квадратная) – Квадратная форма волны
- Sine (АС Синусоидальная) - Синусоидальная форма волны
- Tri (АС треугольная) – Треугольная форма волны
- Squ-Sin (АС Квадратно-Синусоидальная) – Квадратно-Синусоидальная форма волны
- Squ-Tri (АС Квадратно-Треугольная) – Квадратно-Треугольная форма волны
- Sin-Squ (АС Синусоидно-Квадратная) – Синусоидно-Квадратная форма волны
- Sin-Tri (АС Синусоидно-Треугольная) – Синусоидно-Треугольная форма волны
- Tri-Squ (АС Треугольная-Квадратная) – Треугольная-Квадратная форма волны
- Tri-Sin (АС Треугольная-Синусоидальная) – Треугольная-Синусоидальная форма волны
PULSE OFF (Без Пульса)
Настройка циклорамы в режиме PULSE OFF (БЕЗ ПУЛЬСА) ток DC
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Dynamic ARC - от 0 до 50 Aмпер.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
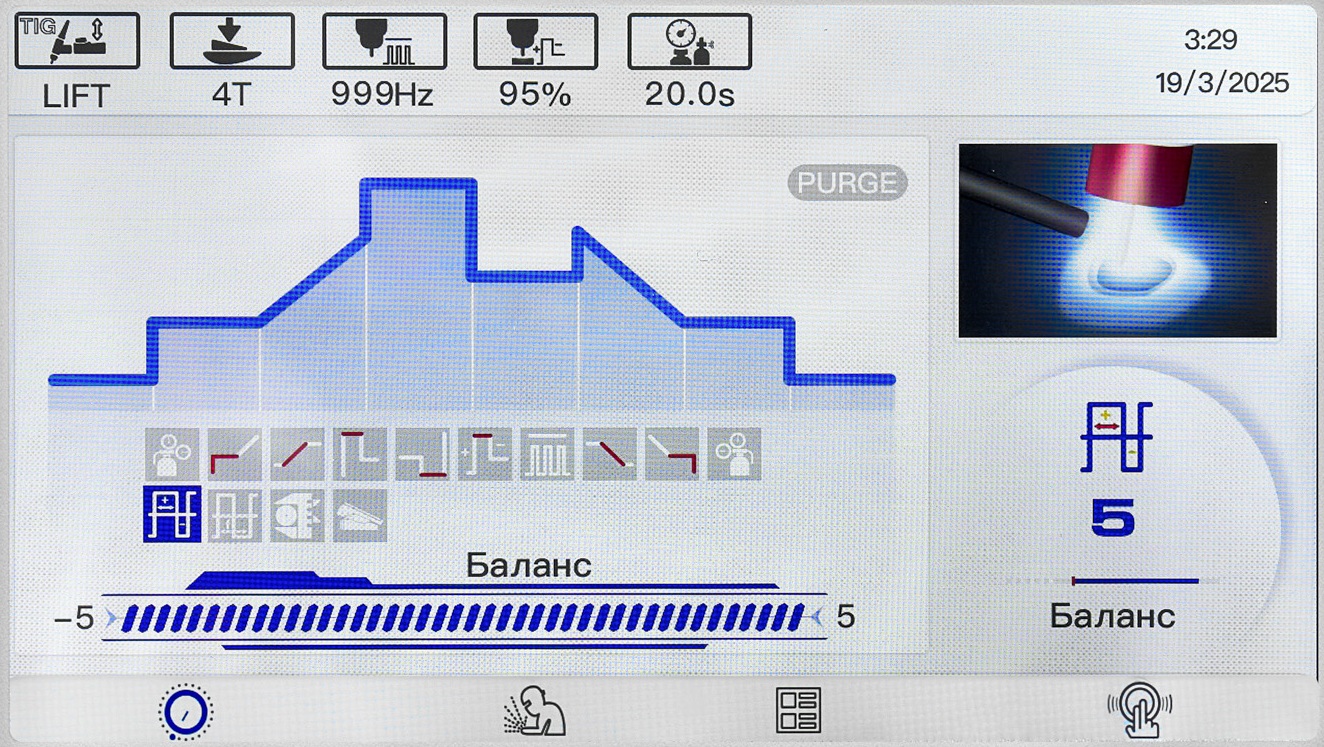
Настройка циклорамы в режиме PULSE OFF (БЕЗ ПУЛЬСА) ток AC (все формы волны AC)
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- MIX AC/DC (Смешанный режим - переменный ток AC + постоянный ток DC) - от 0 до 80%.
- Extra Fusion (Настройка дополнительного проплавления) - от 0 до +80%.
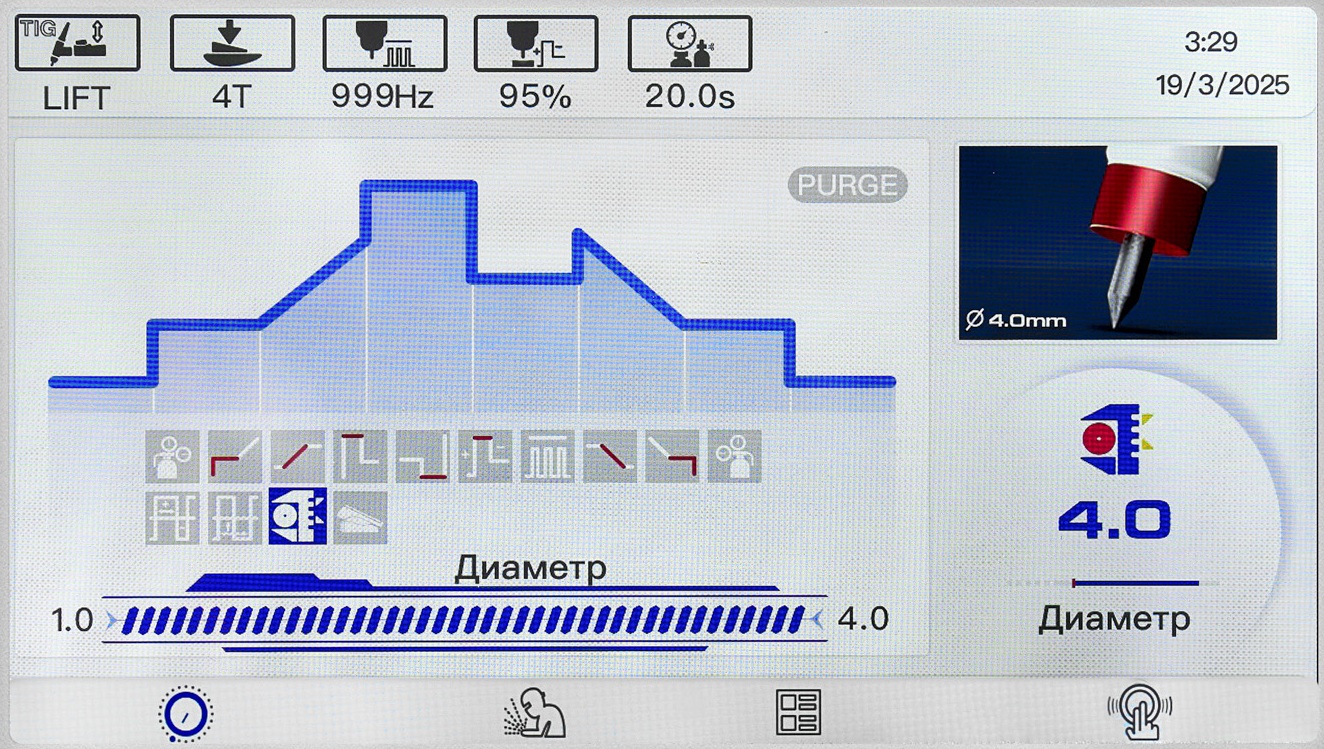
- Diameter (Диаметр вольфрамового электрода) - от 1,0 до 4,0 мм.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
PULSE ON
Настройка циклорамы в режиме PULSE ON ток DC
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Base Amp (Базовый ток) - от 10 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
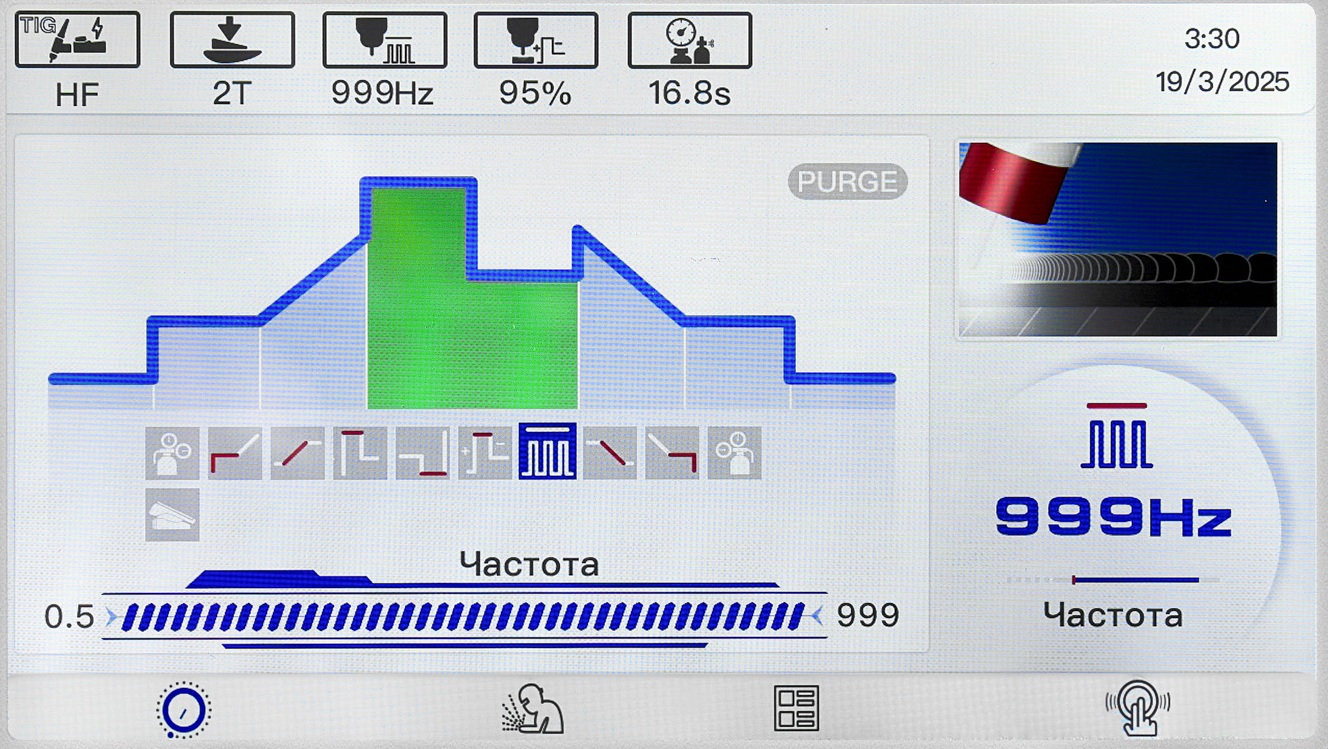
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Настройка циклорамы в режиме PULSE ON ток AC (все формы волны AC)
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Base Amp (Базовый ток) - от 10 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- Diameter (Диаметр вольфрама) - 1,0 - 4,0 мм.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Режим работы горелки
- 2Т/4Т.
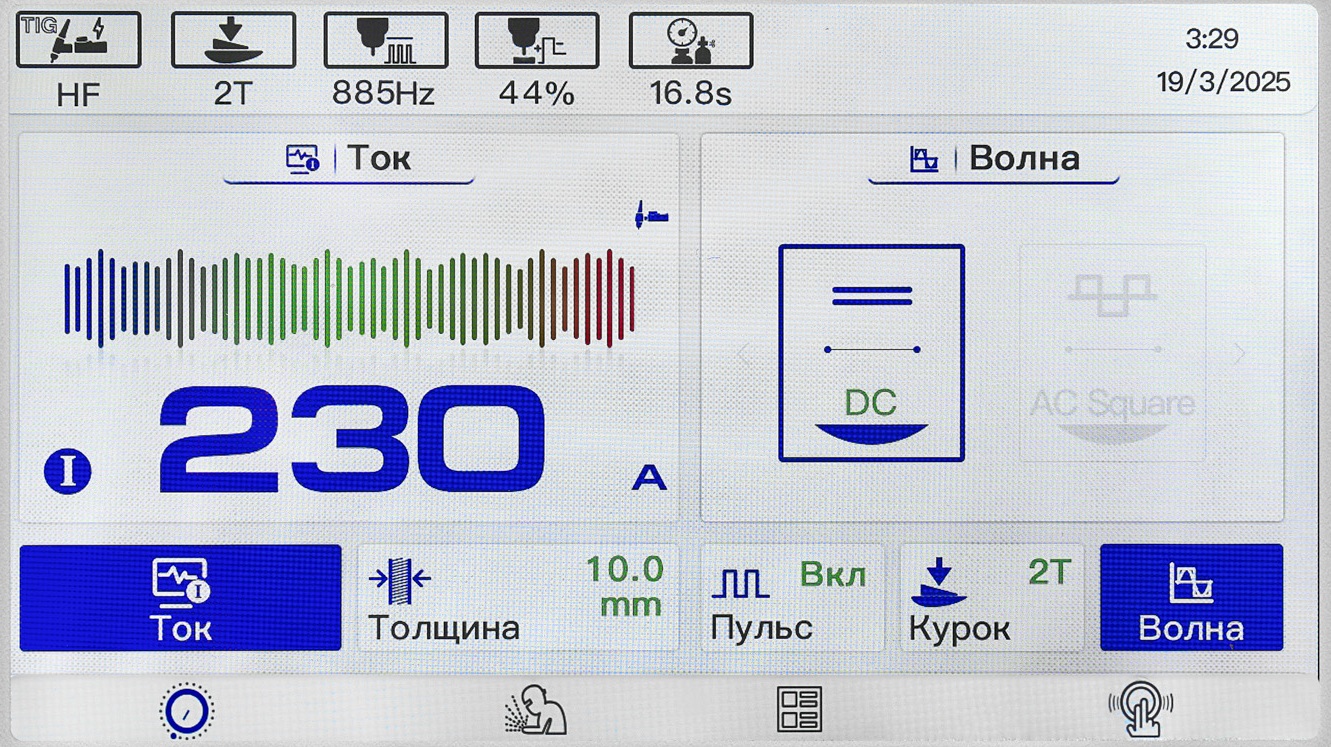
Режим TIG HF
TIG HF - классический режим бесконтактного поджига дуги. Все параметры вносятся сварщиком самостоятельно. На главном экране левым энкодером или нажатием на экран аппарата выберите режим TIG HF.
- Регулировка сварочного тока – от 10 до 230 Ампер – регулируется левым энкодером.
Регулировка по толщине металла – от 1,0 - 10,0 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
Выбор форм волны в режиме с пульсом (PULSE ON) и без пульса (PULSE OFF):
- DC (Постоянный ток) – Сварка на постоянном токе
- Square (АС Квадратная) – Квадратная форма волны
- Sine (АС Синусоидальная) - Синусоидальная форма волны
- Tri (АС треугольная) – Треугольная форма волны
- Squ-Sin (АС Квадратно-Синусоидальная) – Квадратно-Синусоидальная форма волны
- Squ-Tri (АС Квадратно-Треугольная) – Квадратно-Треугольная форма волны
- Sin-Squ (АС Синусоидно-Квадратная) – Синусоидно-Квадратная форма волны
- Sin-Tri (АС Синусоидно-Треугольная) – Синусоидно-Треугольная форма волны
- Tri-Squ (АС Треугольная-Квадратная) – Треугольная-Квадратная форма волны
- Tri-Sin (АС Треугольная-Синусоидальная) – Треугольная-Синусоидальная форма волны
PULSE OFF (Без Пульса)
Настройка циклорамы в режиме PULSE OFF (БЕЗ ПУЛЬСА) ток DC
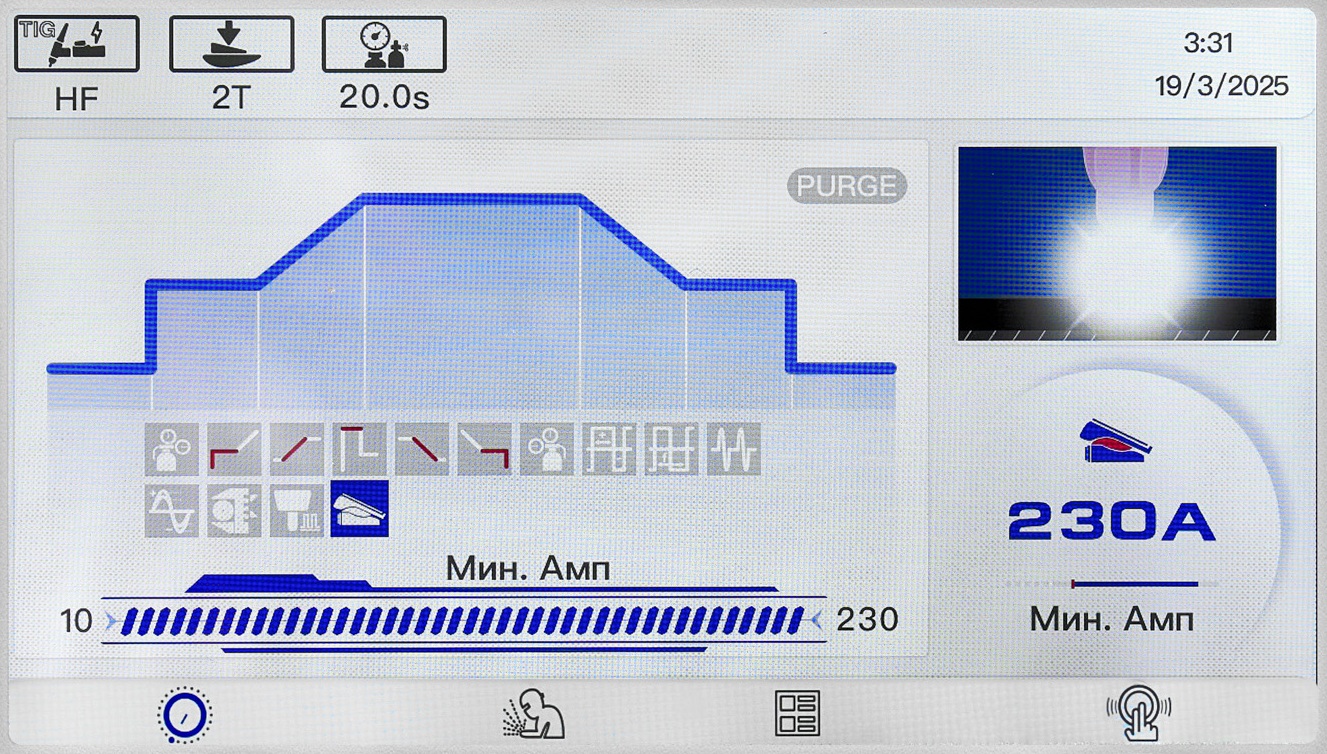
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Q-Start - от 0 до 60 сек.
- Dynamic ARC - от 0 до 50 Aмпер.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Настройка циклорамы в режиме PULSE OFF ток AC (все формы волны AC)

- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- MIX AC/DC (Смешанный режим - переменный ток AC + постоянный ток DC) - от 0 до 80%.
- Extra Fusion (Настройка дополнительного проплавления) - от 0 до +80%.
- Diameter (Диаметр вольфрамового электрода) - от 1,0 до 4,0 мм.
- Формирование шарика - Вкл/Выкл.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
PULSE ON
Настройка циклорамы в режиме PULSE ON ток DC
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Base Amp (Базовый ток) - от 10 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Настройка циклорамы в режиме PULSE ON ток AC (все формы волны AC)

- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Base Amp (Базовый ток) - от 10 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- Diameter (Диаметр вольфрама) - 1,0 - 4,0 мм.
- Формирование шарика - Вкл/Выкл.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Режим работы горелки:
- 2Т/4Т - Пульс ВКЛ/ВЫКЛ.
- SPOT (Сварка точками) - Пульс ВЫКЛ.
- Повтор - Пульс ВЫКЛ.
Режим SMART TIG (умный TIG)
Режим SMART TIG (Умный TIG) - помощник начинающему сварщику. Режим поможет по заданным параметрам подобрать оптимальный сварочный ток и настроить сопутствующие настройки. В процессе сварки, вы сможете изменять предложенные параметры, внося свои корректировки, например добавлять или убавлять сварочный ток. Режим SMART TIG (Умный TIG) - носит рекомендательный характер, так как многое зависит от сварщика, качества свариваемого материала, качества газа, присадочного крутка, стабильной питающей сети и других факторов. Мы рекомендуем начать ознакомление с аргонодуговой сваркой и возможностями аппарата с помощью этого режима. Набравшись опыта, вы сможете самостоятельно задавать нужные вам параметры в режиме TIG HF или LIFT TIG.
С помощью энкодера или нажатием на сенсорный экран аппарата, в главном меню выберите сварку в режиме SMART TIG (Умный TIG).
Material - Выбор материала:
- Mild Steel - Сталь.
- Stainless Steel - Нержавеющая сталь.
- Aluminium - Алюминий.

Joint Type - Тип соединения:
- Butt joint - Стыковое.
- Fillet joint - Угловое.
- Lap joint - Внахлест.

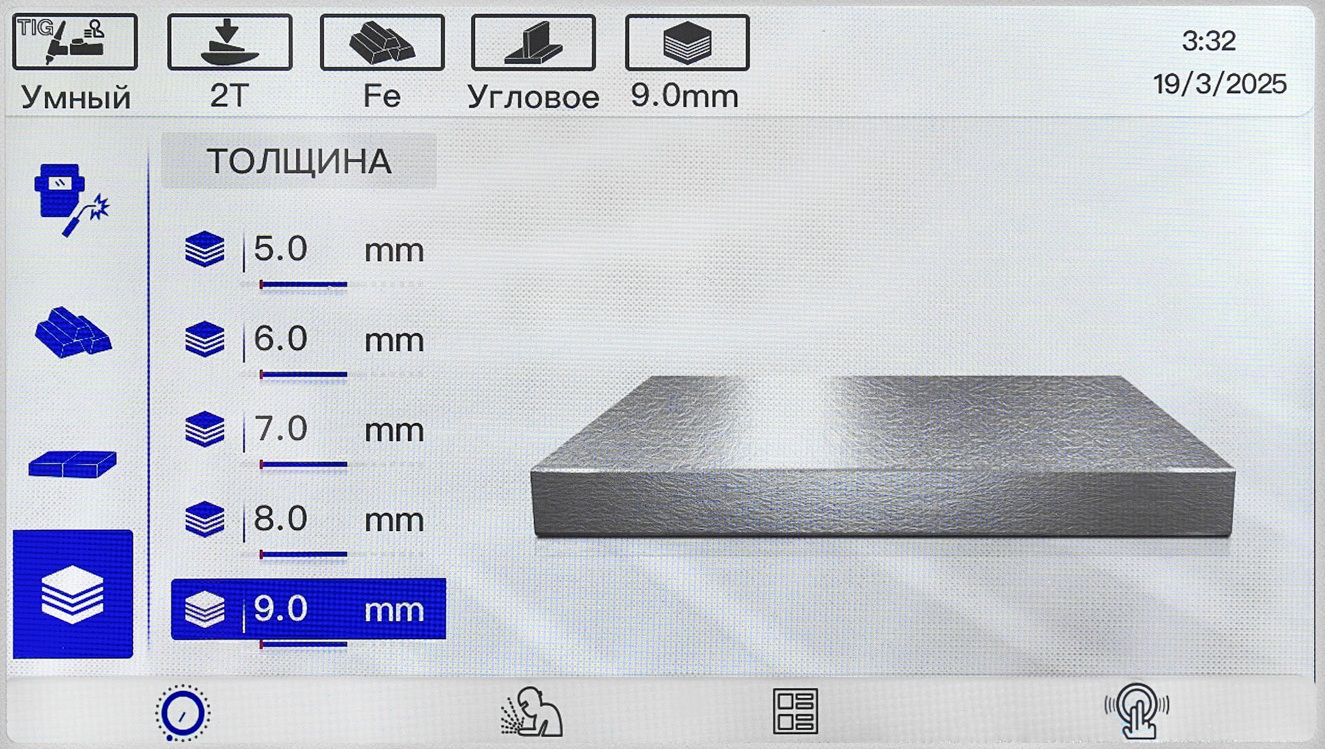
Thickness - Толщина изделия:
Толщина изделия доступна в диапазоне от 1,0 мм до 10,0 мм, в зависимости от выбранного материала и типа соединения.
- Сталь + Стыковое/Угловое - от 1,0 мм до 9,0 мм.
- Сталь + Внахлест - от 1,0 мм до 10,0 мм.
- Нержавеющая сталь + Стыковое/Угловое/Внахлест - от 1,0 мм до 9,0 мм.
- Алюминий + Стыковое/Внахлест - от 1,0 мм до 8,0 мм.
- Алюминий + Угловое - от 1,0 мм до 7,0 мм.
Расширенные настройки в режиме SMART TIG
Настройки сварки Сталь/Нержавеющая сталь DC (PULSE OFF)
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Q-Start - от 0 до 60 сек.
- Dynamic ARC - от 0 до 50 Aмпер.
- MULTITACK - от 0 до 6 Гц.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Режим работы горелки:
- 2Т/4Т - Пульс ВКЛ/ВЫКЛ.
- SPOT (Сварка точками) - Пульс ВЫКЛ.
- Повтор - Пульс ВЫКЛ.
Настройки сварки Сталь/Нержавеющая сталь DC (Режим Пульс)
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Base Amp (Базовый ток) - от 10 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Режим работы горелки:
- 2Т/4Т - Пульс ВКЛ/ВЫКЛ.
Настройки сварки Алюминия AC (PULSE OFF)
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- MIX AC/DC (Смешанный режим - переменный ток AC + постоянный ток DC) - от 0 до 80%.
- Extra Fusion (Настройка дополнительного проплавления) - от 0 до +80%.
- Diameter (Диаметр вольфрамового электрода) - от 1,0 до 4,0 мм.
- Формирование шарика - Вкл/Выкл.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Режим работы горелки:
- 2Т/4Т - Пульс ВКЛ/ВЫКЛ.
- SPOT (Сварка точками) - Пульс ВЫКЛ.
- Повтор - Пульс ВЫКЛ.
Настройки сварки Алюминия PULSE ON ток AC (все формы волны AC)
Выбор форм волны в режиме сварки Алюмния:
- Square (АС Квадратная) – Квадратная форма волны
- Sine (АС Синусоидальная) - Синусоидальная форма волны
- Tri (АС треугольная) – Треугольная форма волны
- Squ-Sin (АС Квадратно-Синусоидальная) – Квадратно-Синусоидальная форма волны
- Squ-Tri (АС Квадратно-Треугольная) – Квадратно-Треугольная форма волны
- Sin-Squ (АС Синусоидно-Квадратная) – Синусоидно-Квадратная форма волны
- Sin-Tri (АС Синусоидно-Треугольная) – Синусоидно-Треугольная форма волны
- Tri-Squ (АС Треугольная-Квадратная) – Треугольная-Квадратная форма волны
- Tri-Sin (АС Треугольная-Синусоидальная) – Треугольная-Синусоидальная форма волны
Настройка циклорамы
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый ток) - от 10 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 10 до 230 Ампер.
- Base Amp (Базовый ток) - от 10 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 10 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- Diameter (Диаметр вольфрама) - 1,0 - 4,0 мм.
- Установка минимальных Ампер на педали - от 10 до 230 Ампер.
Режим работы горелки:
- 2Т/4Т - Пульс ВКЛ/ВЫКЛ.
Режим MIG MANUAL (Ручной MIG)

В режиме ручных настроек возможны следующие регулировки:
- Регулировка скорости подачи проволоки - от 1,5 до 16,5 м/мин.
- Регулировка напряжения - от 10 до 27 В.
- Spool Gun – Подключение к аппарату горелки Spool Gun (горелка с катушкой на рукоятке), On/Off.
- Режим выбора горелки 2Т/4Т/SPOT.
- Inductance (Регулировка индуктивности) – регулировка в диапазоне от -10 до + 10.
Настройка циклограммы:
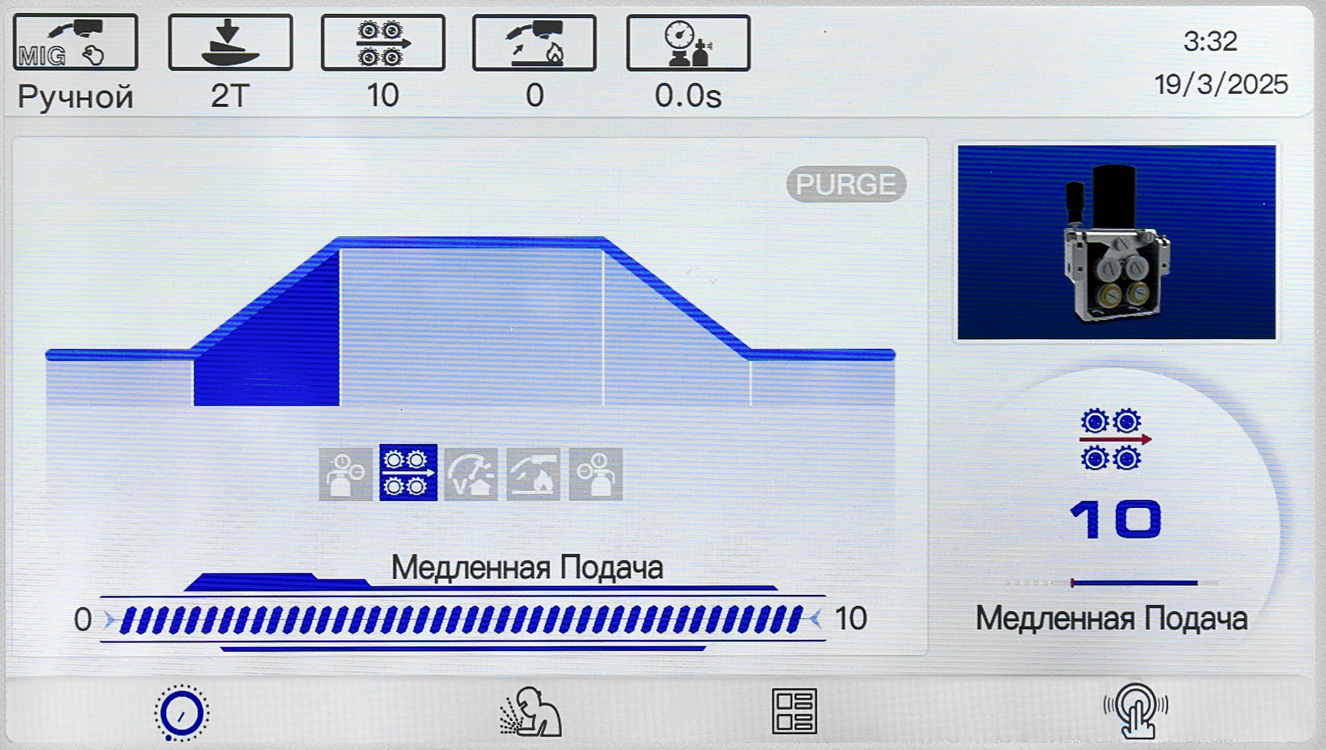
- Pre-Flow (Предгаз) – Регулировка в диапазоне от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – Диапазон: 0–10
- Welding Volts (Вольтаж) – от 10 до 35 В.
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
- Spot Time (Время Spot) – Функционал доступен только при SPOT режиме работы горелки. Диапазон: 0,5–20 сек.
Режим MIG SYNERGIC
Это синергетический режим MIG сварки, где аппарат предлагает пройти трех-ступенчатую настройку сварки: необходимо выбрать какой проволокой вы будете сваривать, выбрать рекомендуемый газ, выбрать толщину свариваемого изделия.

Выбор режимов:
- Mild Steel (Сталь) - Газ MIX80/20 и 100%CO₂.
- Flux-Cored metal (Порошковая/Самозащитная) - Газ 100%CO₂.
- Stainless Steel (Нержавеющая сталь) - Газ MIX98/2.
- AlMg5 (Алюминий) - Газ 100% Ar.
- CuSi3 (Медь) - Газ 100% Ar.
Доступный диаметр выбора проволоки

- Режим Mild Steel (Сталь) - Газ MIX80/20 и 100%CO₂ - 0,6/0,8/0,9/1,0 мм.
- Режим Flux-Cored metal (Порошковая/Самозащитная) - Газ 100%CO₂ - 0,8/0,9/1,0 мм.
- Режим Stainless Steel (Нержавеющая сталь) - Газ MIX98/2 - 0,8/0,9/1,0 мм.
- Режим AlMg5 (Алюминий) - Газ 100% Ar - 0,8/0,9/1,0/1,2 мм.
- Режим CuSi3 (Медь) - Газ 100% Ar - 0,8/0,9/1,0 мм.
Основная концепция синергического режима заключается в том, что при выборе нужной вам проволоки, газа и диаметра сварочной проволоки программа автоматически устанавливает необходимые параметры для сварки. При этом, вы можете самостоятельно вносить корректировки.
Доступные базовые корректировки
- Регулировка тока.
- Регулировка скорости подачи проволоки.
- Выбор толщины изделия.
- Корректировка напряжения - от -10 до +10 В.
- Режимы работы горелки: 2T/4T/S4T/SPOT/S2T.
- Регулировка индуктивности - от -10 до +10.
Доступные углубленные корректировки
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Start Amp P (Проценты в Амперах до базового тока) – от 1 до 200%.
- Start Amp Time (время до базового тока) – от 0 до 20 сек.
- Peak Current (Пиковый ток, в Амперах).
- Final Current of Peak (Конечный ток, % от пикового).
- Time to Final Current (Время конечного тока) - от 0 до 20 сек.
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
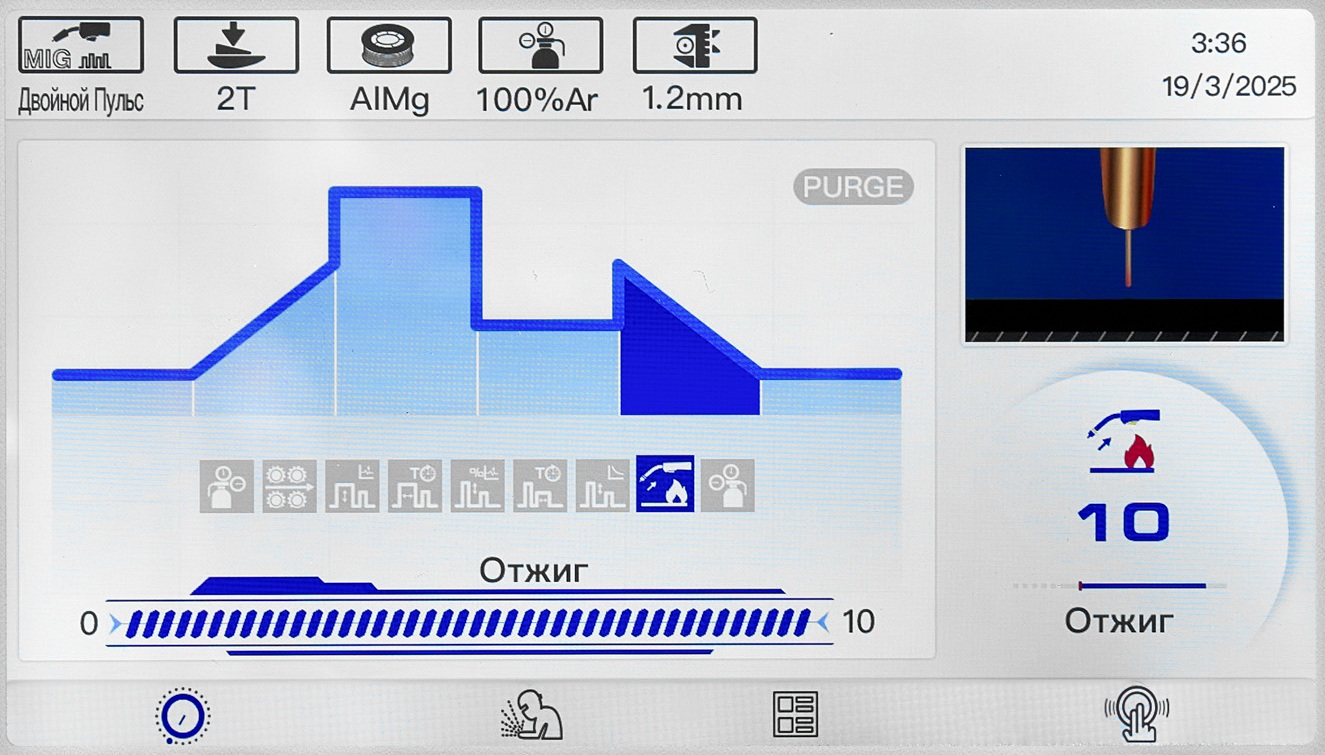
Режим MIG PULSE и MIG Double PULSE
Сварка в режиме одинарного пульса (MIG PULSE) и двойного пульса (Double PULSE), где аппарат предлагает пройти настройку – выбрать проволоку, газ, толщину свариваемого изделия. В режиме пульса и двойного пульса расширяются опции по выбору проволоки.
Режим MIG PULSE

Выбор режимов
- Mild Steel (Сталь) - Газ MIX80/20.
- Stainless Steel (Нержавеющая сталь) - Газ MIX98/2.
- Al99 (Алюминий) - Газ 100% Ar.
- AlMg5 (Алюминий) - Газ 100% Ar.
- AlSi5 (Алюминий) - Газ 100% Ar.
- CuSi3 (Медь) - Газ 100% Ar.
Доступный диаметр выбора проволоки

- Режим Mild Steel (Сталь) - Газ MIX80/20 - 0,6/0,8/0,9/1,0 мм.
- Режим Stainless Steel (Нержавеющая сталь) - Газ MIX98/2 - 0,8/0,9/1,0 мм.
- Режим Al99 (Алюминий) - Газ 100% Ar - 1,2 мм.
- Режим AlMg5 (Алюминий) - Газ 100% Ar - 0,8/0,9/1,0/1,2 мм.
- Режим AlSi5 (Алюминий) - Газ 100% Ar - 1,0/1,2 мм.
- Режим CuSi3 (Медь) - Газ 100% Ar - 0,8/1,0 мм.
Доступные базовые корректировки
- Регулировка тока.
- Регулировка скорости подачи проволоки.
- Выбор толщины изделия.
- Регулировка длины дуги (в связке с напряжением) - от -10 до +10 В.
- Режимы работы горелки: 2T/4T/S4T/SPOT/S2T.
- Регулировка индуктивности - от -10 до +10.
Доступные углубленные корректировки
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Start Amp P (Проценты в Амперах до базового тока) – от 1 до 200%.
- Длина начальной дуги - от 10 до +10.
- Start Amp Time (время до базового тока) – от 0 до 20 сек.
- Peak Current (Пиковый ток, в Амперах).
- Final Current of Peak (Конечный ток, % от пикового).
- Time to Final Current (Время конечного тока) - от 0 до 20 сек.
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
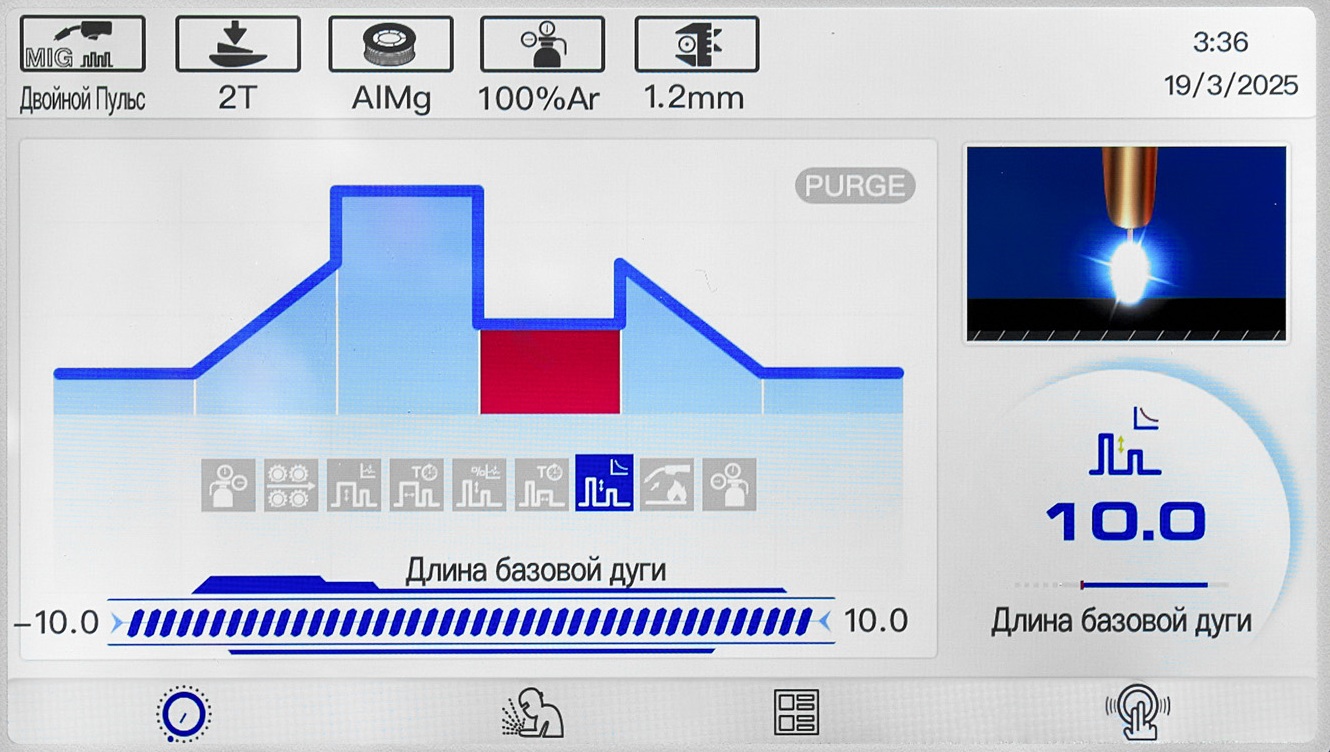
Режим MIG Double PULSE

Выбор режимов
- Mild Steel (Сталь) - Газ MIX80/20.
- Stainless Steel (Нержавеющая сталь) - Газ MIX98/2.
- Al99 (Алюминий) - Газ 100% Ar.
- AlMg5 (Алюминий) - Газ 100% Ar.
- AlSi5 (Алюминий) - Газ 100% Ar.
- CuSi3 (Медь) - Газ 100% Ar.
Доступный диаметр выбора проволоки
- Режим Mild Steel (Сталь) - Газ MIX80/20 - 0,6/0,8/0,9/1,0 мм.
- Режим Stainless Steel (Нержавеющая сталь) - Газ MIX98/2 - 0,8/0,9/1,0 мм.
- Режим Al99 (Алюминий) - Газ 100% Ar - 1,2 мм.
- Режим AlMg5 (Алюминий) - Газ 100% Ar - 0,8/0,9/1,0/1,2 мм.
- Режим AlSi5 (Алюминий) - Газ 100% Ar - 1,0/1,2 мм.
- Режим CuSi3 (Медь) - Газ 100% Ar - 0,8/1,0 мм.
Доступные базовые корректировки
- Регулировка тока.
- Регулировка скорости подачи проволоки.
- Выбор толщины изделия.
- Регулировка длины дуги (в связке с напряжением) - от -10 до +10 В.
- Режимы работы горелки: 2T/4T/S4T/SPOT/S2T.
- Регулировка индуктивности - от -10 до +10.
Доступные углубленные корректировки
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Start Amp P (Проценты в Амперах до базового тока) – от 1 до 200%.
- Длина начальной дуги - от 10 до +10.
- Start Amp Time (время до базового тока) – от 0 до 20 сек.
- Peak Current (Пиковый ток, в Амперах).
- Final Current of Peak (Конечный ток, % от пикового).
- Time to Final Current (Время конечного тока) - от 0,01 до 20 сек..
- Базовые Амперы - от 1 до 200%.
- Время базовых Амперов - от 0,01 до 20 сек.
- Конечные Амперы - от 1 до 200%.
- Длина конечной дуги - от -10 до +10.
- Время конечных Амперов - от 0 до 20 сек.
- Burn Back (Отжиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
ВНИМАНИЕ! Углубленные настройки могут отличаться, в зависимости от выбора проволоки и газа.
Дополнительную информацию о технических характеристиках, комплектацию и фотографии нового аппарата ПТК HANKER MIG 230 DP AC/DC PFC LCD H95 можно найти в карточке с товаром.



