
Формы волн в аппаратах ПТК HANKER TIG
В аппаратах аргонодуговой сварки ПТК HANKER TIG есть функция выбора формы волны. В этой статье подробно разберем функционал аппаратов и ключевые особенности волн.
Аппарат ПТК HANKER TIG 300 DIGITAL P AC/DC H39
- Square (Квадратная) – Квадратная форма волны
- Sine (Синусоидальная) – Синусоидальная форма волны
Аппарат ПТК HANKER MULTIWAVE TIG 200 P AC/DC LCD H05
- DC (Постоянный ток) – Сварка на постоянном токе
- Square (Квадратная) – Квадратная форма волны
- Sine (Синусоидальная) - Синусоидальная форма волны
- Tri (Триангулярная) – Триангулярная форма волны
- Squ-Sin (Квадратно-Синусоидальная) – Квадратно-Синусоидальная форма волны
- Squ-Tri (Квадратно-Триангулярная) – Квадратно-Триангулярная форма волны
- Sin-Squ (Синусоидно-Квадратная) – Синусоидно-Квадратная форма волны
- Sin-Tri (Синусоидно-Триангулярная) – Синусоидно-Триангулярная форма волны
- Tri-Squ (Триангулярно-Квадратная) – Триангулярно-Квадратная форма волны
- Tri-Sin (Триангулярно-Синусоидальная) – Триангулярно-Синусоидальная форма волны
Аппарат ПТК HANKER MULTIWAVE TIG 320 P AC/DC LCD H45
- DC (Постоянный ток) – Сварка на постоянном токе
- Square (Квадратная) – Квадратная форма волны
- Sine (Синусоидальная) – Синусоидальная форма волны
- Tri (Триангулярная) – Триангулярная форма волны
- Squ-Sin (Квадратно-Синусоидальная) – Квадратно-Синусоидальная форма волны
- Squ-Tri (Квадратно-Триангулярная) – Квадратно-Триангулярная форма волны
- Sin-Squ (Синусоидно-Квадратная) – Синусоидно-Квадратная форма волны
- Sin-Tri (Синусоидно-Триангулярная) – Синусоидно-Триангулярная форма волны
- Tri-Squ (Триангулярно-Квадратная) – Триангулярно-Квадратная форма волны
- Tri-Sin (Триангулярно-Синусоидальная) – Триангулярно-Синусоидальная форма волны
Аппарат ПТК HANKER MULTIWAVE TIG 500 P AC/DC LCD H90
- DC (Постоянный ток) – Сварка на постоянном токе
- Square (Квадратная) – Квадратная форма волны
- Sine (Синусоидальная) – Синусоидальная форма волны
- Tri (Триангулярная) – Триангулярная форма волны
- Squ-Sin (Квадратно- Синусоидальная) – Квадратно-Синусоидальная форма волны
- Squ-Tri (Квадратно-Триангулярная) – Квадратно-Триангулярная форма волны
- Sin-Squ (Синусоидно-Квадратная) – Синусоидно-Квадратная форма волны
- Sin-Tri (Синусоидно-Триангулярная) – Синусоидно-Триангулярная форма волны
- Tri-Squ (Триангулярно-Квадратная) – Триангулярно-Квадратная форма волны
- Tri-Sin (Триангулярно-Синусоидальная) – Триангулярно-Синусоидальная форма волны
Рассмотрим более подробно три основных формы волн в аппаратах ПТК HANKER для аргонодуговой сварки TIG.
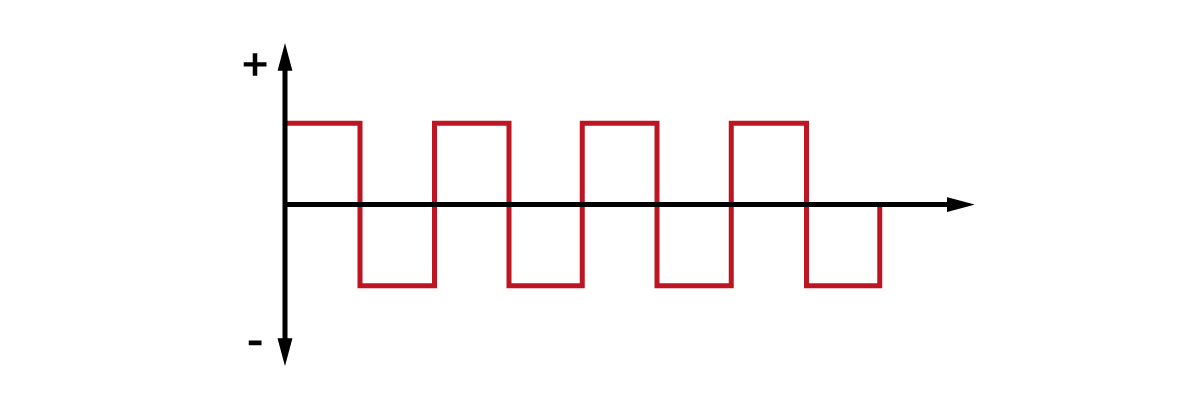
Квадратная форма волны
Преимущества:
- Эффективная очистка зоны сварки от оксидных пленок. Наивысшая степень проплавления.
Недостатки:
- Высокий уровень шума (треска) в процессе сварки.
- Квадратная форма волны переменного тока наиболее стандартная и широко используемая форма за счет того, что прохождение тока и напряжения через нулевую отметку наиболее стабильно, т.е. с наибольшей скоростью (в большинстве случаев сопровождается разрядом высокочастотного осциллятора для еще большей стабильности).
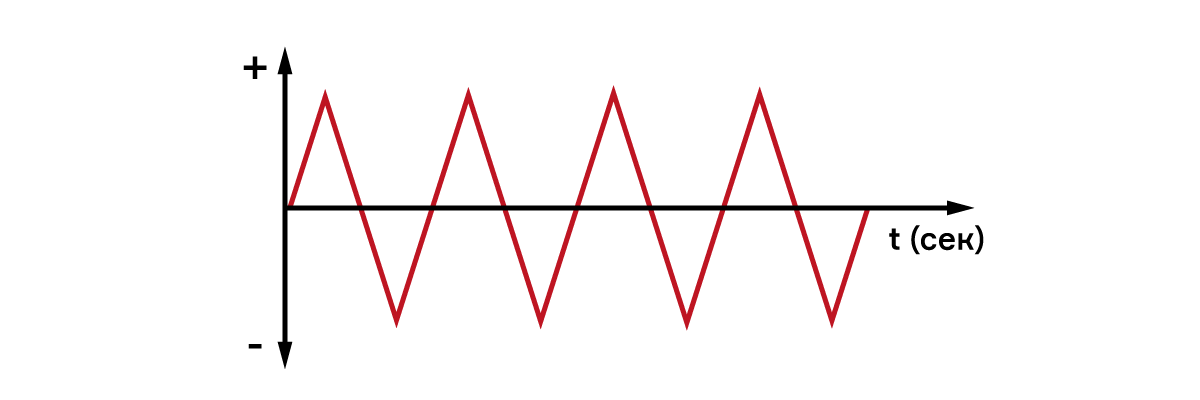
Треугольная форма волны
Преимущества:
- Минимизация проплавления и уменьшение зоны зачистки.
Недостатки:
- Низкая скорость сварки и меньшая эффективность очистки от оксидных пленок.
- Треугольная форма волны переменного тока используется как для сварки тонкостенных изделий из алюминиевых и магниевых сплавов, так и для уменьшения зоны зачистки в области сварного шва.
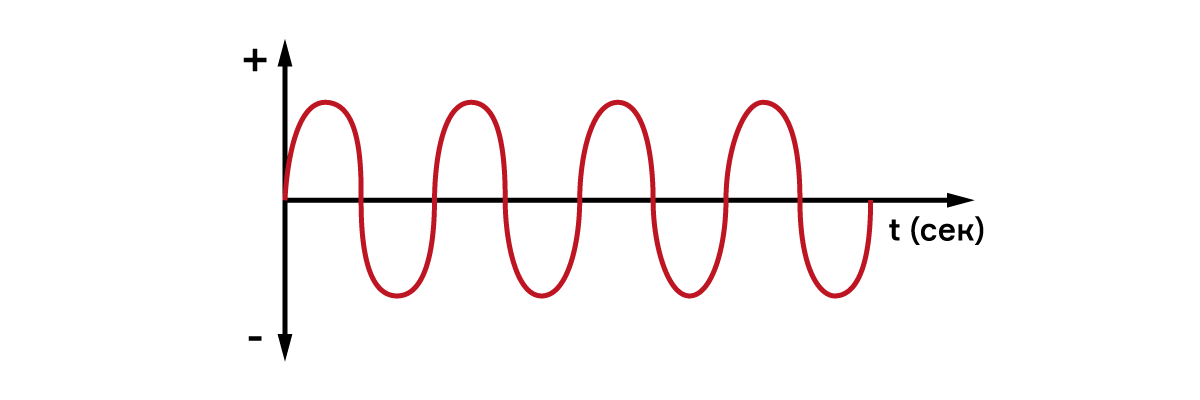
Синусоидальная форма волны
Преимущества:
- Мягкая и менее шумная дуга (в сравнении с квадратной формой волны).
Недостатки:
- Меньшая эффективность очистки от оксидных пленок (в сравнении с квадратной формой волны).
- Синусоидальная форма волны переменного тока применяется если есть необходимость получить классический процесс аргонодуговой сварки, который применялся на устаревшем оборудовании трансформаторного типа. Еще в случаях, когда это прописано в технологической карте для выполнения сварного шва.
Еще в аппаратах ПТК HANKER MULTIWAVE TIG предусмотрен ряд функций, которые упростят процесс сварки и помогут добиться наилучшего сварного шва.
MIXED AC/DC
Смешанный режим (Переменный AC + Постоянный DC)
Режим позволяет настроить ток сварки и пропорцию между переменным и постоянным токами. Это означает, что к сварочному процессу на переменном токе добавляется постоянный ток прямой полярности для достижения большего проплавления, скорости сварки и возможности сварки толщин больших, нежели только при переменном токе. Режим позволяет быстрее сформировать сварочную ванну на еще не разогретом изделии, сваривать толстостенные изделия на меньшем токе в сравнении с переменным, т.к. наличие «подмешанного» цикла постоянного тока значительно добавляет тепловложение.
Преимущества смешанного режима AC+DC
- Сварка тонкостенных изделий на меньшем значении сварочного тока (если сравнивать с режимом AC).
- Очень высокая скорость сварки за счет высокой пропорции постоянного тока DС.
- Быстрое формирование сварочной ванны (актуально для наплавочных работ при ремонте оснастки, инструмента, отливок).
- Широкий диапазон свариваемых толщин (от 1 до 10 мм). Не рекомендуется превышать 50% составляющей постоянного тока, т.к. это может повлиять на внешний вид сварного шва или механические свойства сварного соединения.
- Диапазон настройки пропорции переменного тока (AC) в пределах от 1 до 80%.
EXTRA Fusion
Настройка дополнительного проплавления (EXTRA Fusion)
При регулировке настроек аппарат есть возможность сдвигать эпюру переменного тока относительно нулевой точки, что позволяет дополнительно к балансу переменного тока получить контролируемую сварочную ванну, сваривать особо малые толщины металла, сместив эпюру тока больше в зону очистки. Диапазон смещения от 0 до 80% в сторону положительной составляющей полупериода переменного тока.
Есть дополнительные режимы, которые работают только в режиме DC, PULSE OFF и SPOT (регулирвока Dynamic ARC). К таким режимам относится функционал MULTITACK, Q-Start и Dynamic ARC. Рассмотрим их подробнее.
MULTITACK
Режим предназначен для установки прихваток на особо малых толщинах (от 0,6 мм) или при сварке таких толщин методом прихваток (точек). Настройка режима позволяет значительно снизить или вообще уйти от деформаций металла за счет регулировки времени паузы между сваркой прихваток. Есть возможность настройки частоты установки прихваток поджигом дуги, чем можно адаптировать режим под необходимую скорость сварки и геометрию сварного соединения. Режим регулируется в пределах от 0 до 6 Гц.
Настройка следующих режимов Q-Start и Dynamic ARC возможна только при 0 в режиме MULTITACK.
Q-Start
Функция Q-Start расшифровывается как «быстрый старт» (Quick Start). Данная функция позволяет смочить свариваемые кромки и собрать их в сварочную ванну при поджиге дуги, т.е. в начале процесса сварки стыка. При активации режима сварочный аппарат переходит в режим импульсной дуги, которая имеет таймер для настройки длительности работы. Суть режима заключается в отсутствии прожога тонкостенных свариваемых кромок в момент поджига дуги. Данный режим может эффективно применяться как при малых свариваемых толщинах, так и при нестабильном зазоре между свариваемыми кромками. Диапазон регулировок от 0 до 60 сек.
Dynamic ARC
Функция «Динамическая дуга/Активная дуга» (Dynamic Arc). Суть данной функции заключается в том, что сварочный аппарат поддерживает постоянство тепловой мощности (постоянство тепловложения) на сварочной дуге (произведение тока и напряжения). Таким образом, при уменьшении сварочного напряжения (уменьшение длины дуги) аппарат увеличивает сварочный ток. Напротив, при увеличении длины сварочной дуги, аппарат снижает значение сварочного тока. Динамическое изменение сварочного тока настраивается в диапазоне от 10 до 50 Ампер на каждый вольт изменения длины дуги.
Преимущества:
- Более высокая скорость сварки (если сравнивать со стандартным режимом).
- За счет большей сфокусированности сварочной дуги достигается больший коэффициент проплавления.
- Снижение тепловложения в околошовной зоне (зоне термического влияния), что влечет за собой меньшее окисление нагретых областей изделия.
- Снижение брака, особенно при сварке корневых проходов, при которых длина дуги может достигать критически малых значений.






