Функционал аппарата ПТК HANKER MIG 500S EP H32
Новый промышленный аппарат ПТК HANKER MIG 500S EP H32 оснащен широким спектром функций и настроек. Аппарат предназначен для полуавтоматической сварки MIG с дополнительной функцией аргонодуговой сварки TIG DC и ручной дуговой сварки MMA. В его арсенале есть такие возможности как: сварка с одинарным, двойным пульсом и без пульса, синергические и ручные настройки для управления сварочным процессом и регулируемый спад тока в режиме TIG DC. Полуавтомат MIG 500S EP H32 оснащен БЖО, тележкой и сварочной горелкой MIG 500 с водяным охлаждением.
Эта линейка аппаратов сконструирована на основе IGBT транзисторов и технологии PWM (Pulse Width Modulation), что гарантирует мощь и надежность при длительной и интенсивной эксплуатации.
Таблицы и рекомендации по настройкам, представленные в этой статье, помогут вам лучше отрегулировать ваш аппарат и получить качественные результаты работ.
Особенности полуавтомата HANKER MIG 500S EP H32
- 15 ячеек памяти сварочных параметров
- Работа полуавтоматической горелки в режиме 2T/4T
- Широкий спектр ручных настроек
- Подключение горелки SPOOL GUN
- Управление блоком охлаждения горелки (ВКЛ/ВЫКЛ)
- Синергетические программы для сварки алюминия, стали, нержавеющей стали, сварки медных и медно-оловянных сплавов, наплавки на стальные изделия, делегированные и низколегированный стали (CuSi)
- 4-х роликовый подающий механизм
- Кнопка протяжки проволоки
- Кнопка проверки газа перед сваркой
- Прочная тележка с местом под установку баллона и ремболтами
- Защитные экраны источника и подающего механизма
- Аргонодуговая сварка TIG DC
- Ручная дуговая сварка MMA
Передняя панель инвертора ПТК HANKER MIG 500S EP H32

- Тумблер ВКЛ/ВЫКЛ
- Цифровой дисплей с индикаторами
- Индикатор сети
- Индикатор перегрева
- Индикатор уровня охлаждающей жидкости
- Индикатор форсажа дуги (Arc Force)
- Индикатор сварочного тока, Ампер
- Индикатор горячего старта (Hot Start)
- Индикатор заварки кратера
- Энкодер управления
- Кнопка выбора режимов сварки (MIG, TIG, MMA)
- Кнопка выбора режима 2T/4T
- Кнопка выбора охлаждения сварочной горелки (воздушное или водяное)
Передняя панель подающего механизма HANKER MIG EP

- Цифровые дисплеи с индикаторами
- Индикатор сети
- Индикатор уровня охлаждающей жидкости
- Индикатор сварочного напряжения, Вольт
- Индикатор длины дуги
- Индикатор индуктивности
- Индикатор слотов памяти
- Индикатор скорости подачи проволоки
- Индикатор толщины металла
- Индикатор сварочного тока, Ампер
- Индикатор подключения горелки Spoon Gun
- Энкодеры управления
- Кнопка дополнительных настроек
- Кнопка ручной протяжки проволоки
- Кнопка JOB, производит открытие слотов и сохранения параметров сварки
- Клавиша сохранения или удаления информации в слотах JOB
- Кнопка проверки газа
- Кнопка выбора режимов сварки
- Кнопка выбора режима работы сварочной горелки
- Кнопка выбора охлаждения сварочной горелки (воздушное или водяное)
- Кнопка выбора диаметра сварочной проволоки
- Кнопка выбора материала
- Кнопка выбора защитного газа
Какие же режимы и настройки есть в аппарате ПТК HANKER MIG 500S EP H32? Расскажем подробнее об этом ниже.
Режимы сварка MIG/MAG
- Сварка в режимах MIG/MAG с одинарным пульсом
- Сварка в режимах MIG/MAG с двойным пульсом
- Сварка в режимах MIG/MAG без пульса. В режиме MAN (ручные настройки)
- Синергетический режим SYN
- Сварка стали Fe
- Сварка стали самозащитой проволокой (FluFe)
- Сварка нержавеющей проволокой стали Ss
- Сварка различных видов алюминия (AlMg, AlSi)
- Сварка алюминиевой-медных сплавов CuSi
- SP1 – зарезервированные синергетические параметры
- SP2 – зарезервированные синергетические параметры
Функции сварки TIG DC
- TIG DC – аргонодуговая сварка на постоянном токе
- Lift Arc – поджиг дуги без касания к заготовке
- Работа аргонодуговой горелка в режиме 2T/4T
- Спад и нарастание тока с кнопок на горелки TIG
- Регулируемый спад тока
- Возможность подключения горелок с воздушным или водяным охлаждением
Ручная дуговая сварка MMA
- Режим VRD (не отключаемый)
- Горячий старт (регулируемый)
- Форсаж дуги (регулируемый)
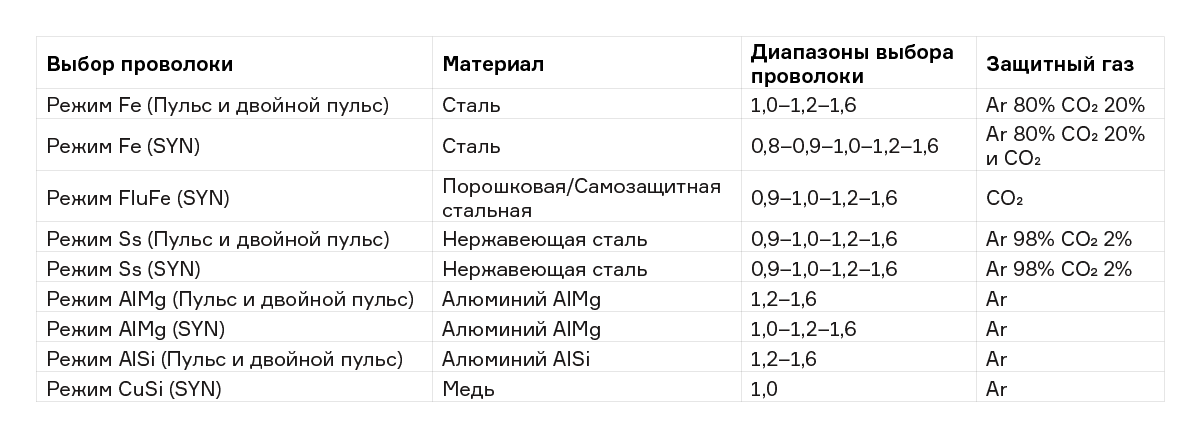
Выбор проволоки на различных режимах сварки
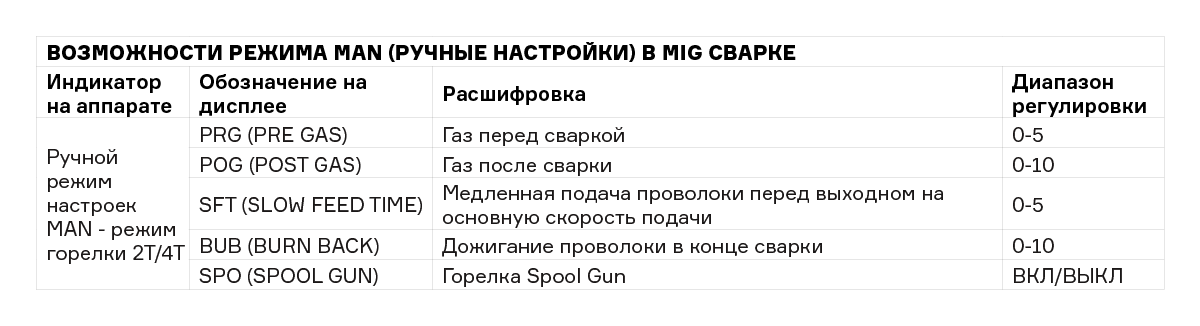
Возможности режима MAN (ручные настройки) в MIG сварке
Обзор дополнительных настроек и регулировок (кнопка Fn на подающем механизме)
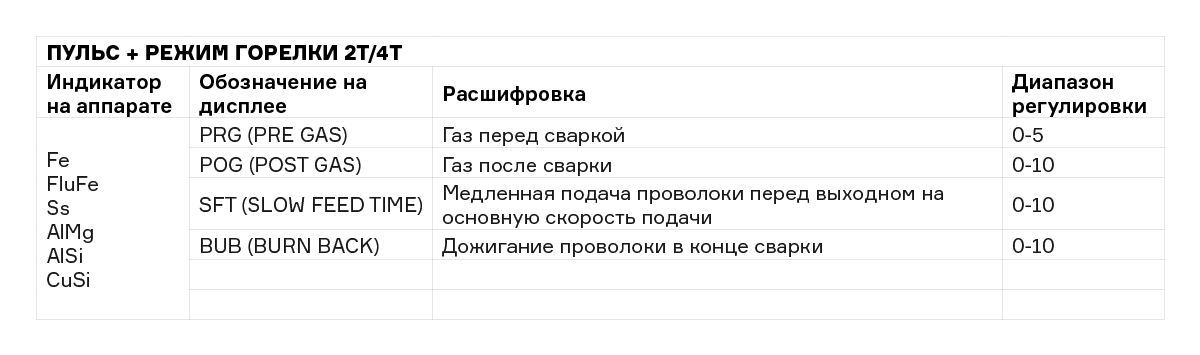
Пульс + режим горелки 2T/4T
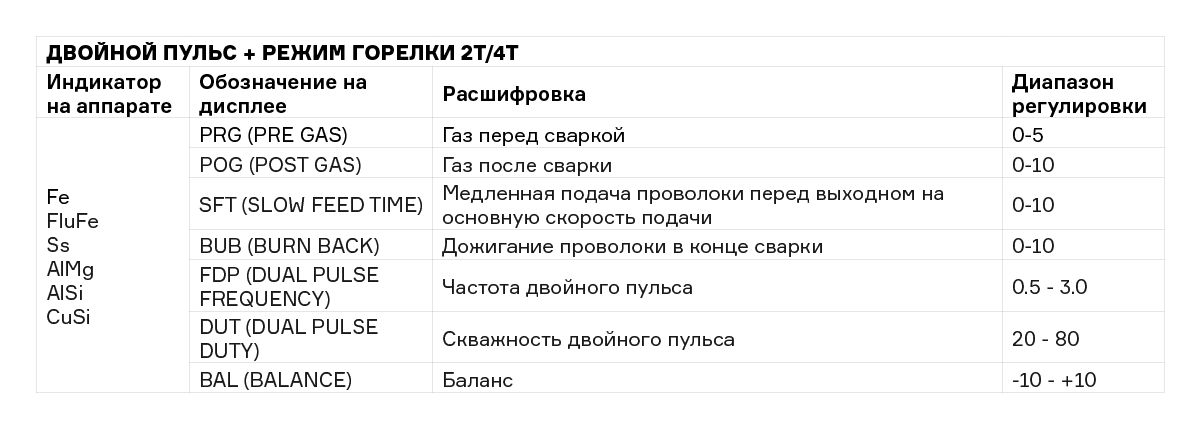
Двойной пульс + режим горелки 2T/4T
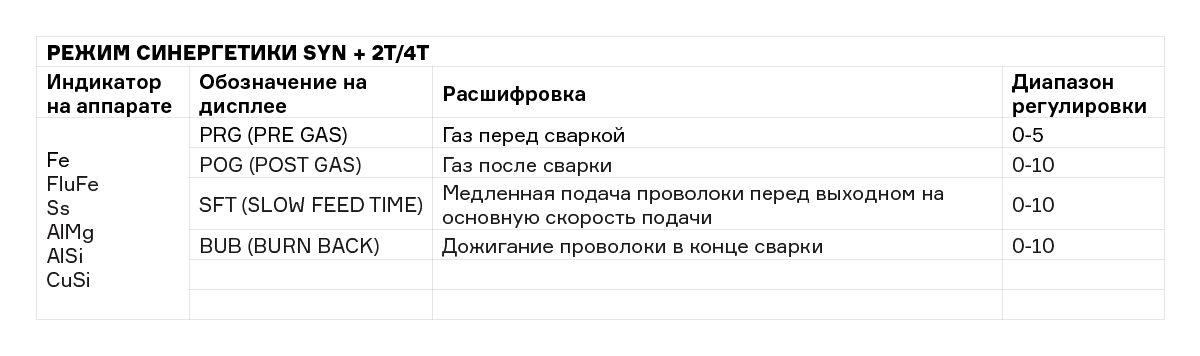
Режим синергетики SYN + 2Т/4Т
Покупайте промышленные полуавтоматы ПТК HANKER MIG 500S EP H32 у официальных дилеров в вашем городе и у менеджеров отдела продаж.