Функционал и настройки аппарата ПТК HANKER TIG 300 DIGITAL P AC/DC H39
Новый промышленный сварочный аппарат аргонодуговой сварки ПТК HANKER 300 DIGITAL P AC/DC H39 - это аппарат с множеством настроек, в том числе и формы волны, со сваркой на постоянном токе, переменном, с пульсом и без него. Эти аппараты сконструированы на основе IGBT транзисторов и технологии PWM (Pulse Width Modulation), что гарантирует их мощь и надежность при длительной и интенсивной эксплуатации. Дисплей аппарата оснащен продвинутой циклограммой с реперными LED точками.
Описание дисплея ПТК HANKER 300 DIGITAL P AC/DC H39
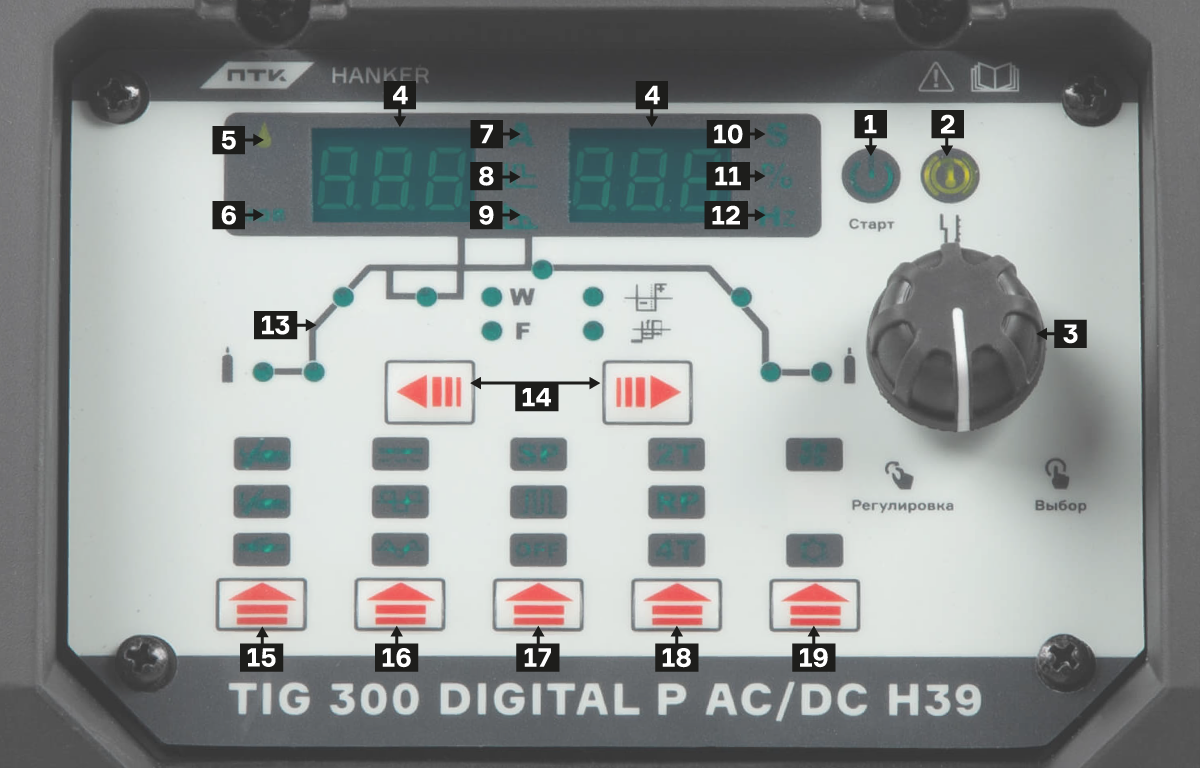
- Индикатор сети
- Индикатор перегрева
- Энкодер управления
- Цифровые дисплеи с индикаторами
- Индикатор уровня охлаждающей жидкости
- Индикатор слотов памяти
- Индикатор сварочного тока, Ампер
- Индикатор горячего старта в режиме ММА
- Индикатор форсажа дуги в режиме ММА
- Индикатор отображения времени, сек
- Индикатор отображения значений в %
- Индикатор частоты в Гц
- Циклограмма
- Кнопки движения по циклограмме (вперед/назад)
- Кнопка выбора режимов сварки (TIG в режиме HF, LIFT TIG и MMA)
- Кнопка выбора режима DC и двух форм волны (квадратной и синусоидной)
- Кнопка выбора сварки точками и сварки в импульсном режиме (ВКЛ/ВЫКЛ)
- Кнопка выбора режима 2T/4T и RP (режим повтора)
- Кнопка выбора охлаждения сварочной горелки (воздушное или водяное)
`
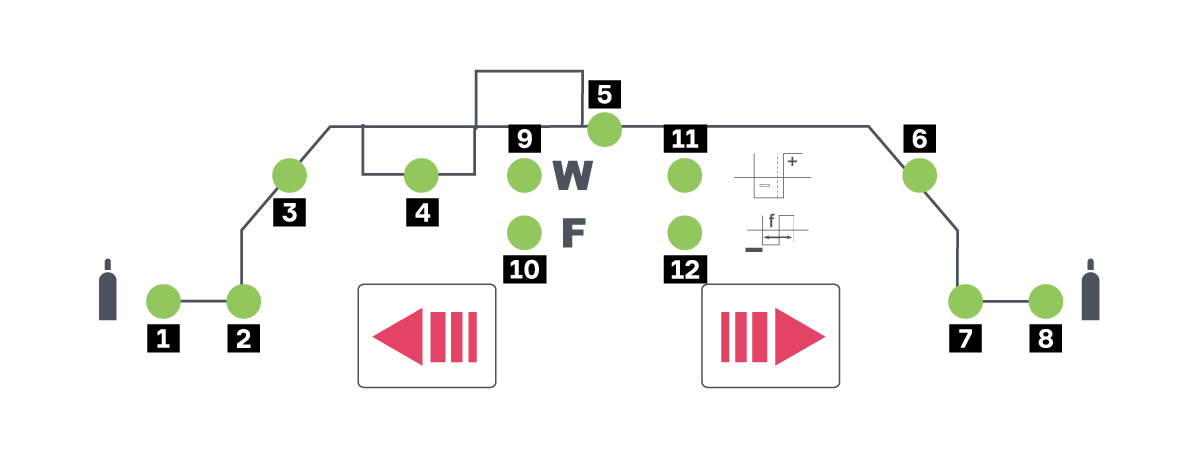
Для настройки параметров сварки используется циклограмма. В статье мы более подробно рассмотрим циклограмму аппарата ПТК HANKER 300 DIGITAL P AC/DC H39, разберем, какие параметры в ней есть, за что они отвечают и как их правильно настраивать.
`
Расшифровка и обозначение режимов
- Настройка времени подачи газа перед сваркой. Предварительная подача защитного газа очищает рабочую зону от атмосферных газов, которые могут загрязнить сварной шов еще до начала сварки. Единица измерения (сек.). Диапазон настройки (0,1–2 сек.).
- Стартовый ток сварки. Доступен в режиме горелки 4T. Устанавливает сварочный ток в диапазоне 5–100% от основного сварочного тока, активируется при удержании курка на горелке перед включением основного сварочного тока. После отпускания курка ток пройдет период нарастания (3), если он установлен, до пикового (основного) сварочного тока (4). Диапазон настройки (10–300 А).
- Нарастание тока. При активации курка горелки сварочный ток будет постепенно увеличиваться в течение выбранного времени до достижения установленного пикового (основного) сварочного тока (4). Единица измерения (сек.). Диапазон настройки (0–10 сек.).
- Пиковый (основной) ток сварки. Устанавливает основной сварочный ток. Единица измерения (Амперы). Диапазон настроек (10–300 А).
- Базовый ток сварки. Доступен только при выборе импульсного режима. Устанавливает ток нижнего/базового импульса. Единица измерения (Амперы). Диапазон настроек (10–300 А).
- Настройка спада тока. При отпускании курка сварочный ток постепенно снижается в течение выбранного времени до 0 Ампер. Это позволяет сварщику завершить сварку, не оставляя «кратера» в конце сварочной ванны. Единица измерения (сек.) Диапазон настройки (0–10 сек.).
- Ток заварки кратера. Доступен только в режиме горелки 4T. Устанавливает сварочный ток в пределах 5–100% от основного сварочного тока, активируемого при удержании триггера, чтобы «разблокировать» курок до завершения сварки. Если установлен спад тока (6), ток пройдет период спада, прежде чем достигнет установленного конечного значения. Когда курок будет отпущен, дуга остановится.
- Настройка времени подачи газа после сварки. Контролирует период времени, в течение которого защитный газ продолжает поступать в область сварки после остановки дуги. Это защищает зону сварки от атмосферных газов после завершения сварки, а также охлаждает нагретый вольфрамовый электрод, не допуская его разрушения. Единица измерения (сек.). Диапазон настройки (0–10 сек.).
- Настройка пульса. Доступен только при выборе импульсного режима. Устанавливает временную пропорцию в процентах между пиковым током и базовым током, при использовании импульсного режима. Настройка нейтрального значения составляет 50%, когда период времени импульса пикового тока и базового тока равны. Установка более высокой импульсной мощности приведет к увеличению тепловложения, тогда как более низкая импульсная нагрузка будет иметь противоположный эффект. Единица измерения (%). Диапазон настройки (5–95%).
- Настройка частоты пульса. Доступно только при выборе импульсного режима. Устанавливает скорость, с которой сварочная мощность чередуется между настройками пикового и базового тока. Единица измерения (Гц). Диапазон настройки (0,5–999 Гц).
- Баланс переменного тока. Баланс полярности в TIG-сварке относится к распределению времени между положительной и отрицательной полярностью в переменном токе. Он позволяет управлять соотношением между углублением и очищением при сварке алюминия. Изменяя баланс, сварщик может контролировать, насколько сильно будет происходить углубление или очищение. Диапазон настройки (от -5 до +5).
Больше времени на положительной полярности:
- Улучшенное очищение — удаление оксидов с поверхности алюминия.
- Меньшее углубление — меньше проникновения сварочного шва в материал.
- Больший износ электрода.
Больше времени на отрицательной полярности (катод):
- Углубление усиливается — сварочный шов проникает глубже в материал.
- Меньший процесс очищения.
- Меньший износ электрода.
Итак, регулирование баланса полярности позволяет сварщику оптимизировать процесс сварки в зависимости от конкретных требований задачи — либо для лучшего очищения, либо для глубокого проникновения шва.
12. Настройка частоты переменного тока. Доступно только в режиме сварки переменным током. Увеличение частоты переменного тока сфокусирует форму дуги, в результате чего дуга станет более плотной и контролируемой. Это приведет к увеличению провара и меньшему нагреву пораженной зоны при той же настройке тока. Более низкая частота приведет к более широкой и мягкой форме дуги. Единица измерения (Гц). Диапазон настройки (50–250 Гц).
Для большего удобства управления сварочным процессом к аппарату HANKER TIG 300 DIGITAL P AC/DC H39 можно подключить пульт для дистанционного управления TIG. Аппарат и пульт синхронизируются друг с другом посредством Bluetooth соединения. Максимальная дальность организации сварочного поста — 20 метров. Пульт полностью дублирует функционал передней панели аппарата.
Пульт дистанционного управления TIG для ПТК HANKER TIG 300 DIGITAL P AC/DC H39

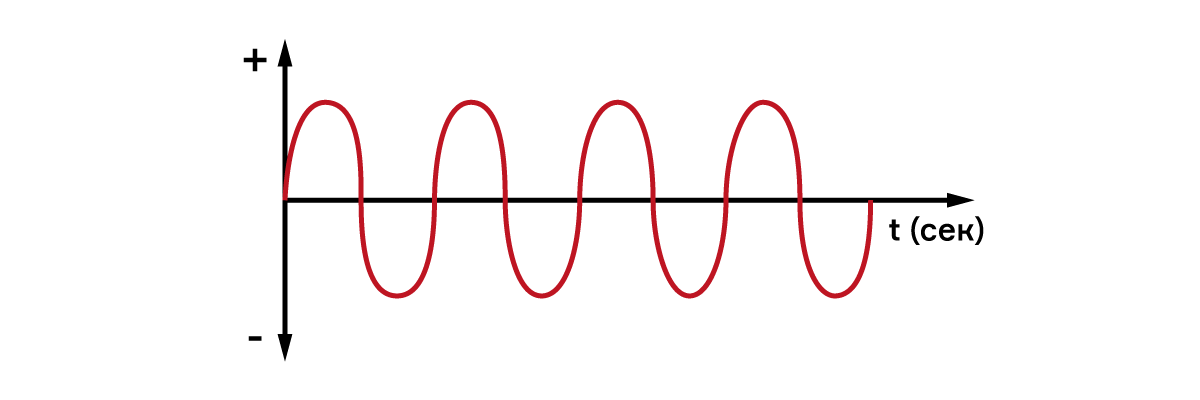
Формы волны
В аппарате доступны две формы волны — синусоидная и квадратная. Обе формы волны чаще всего используют для сварки алюминия и его сплавов.
Синусоидная форма волны
Преимущества:
- Мягкая и менее шумная дуга (в сравнении с квадратной формой волны).
Минусы:
- Меньшая эффективность очистки от оксидных пленок (в сравнении с квадратной формой волны).
Синусоидная форма волны переменного тока применяется в случаях необходимости получения классического процесса аргонодуговой сварки, который был на устаревшем оборудовании трансформаторного типа и в случаях, прописанных в технологической карте синусоидной форме волны переменного тока для выполнения сварного шва.
Квадратная форма волны
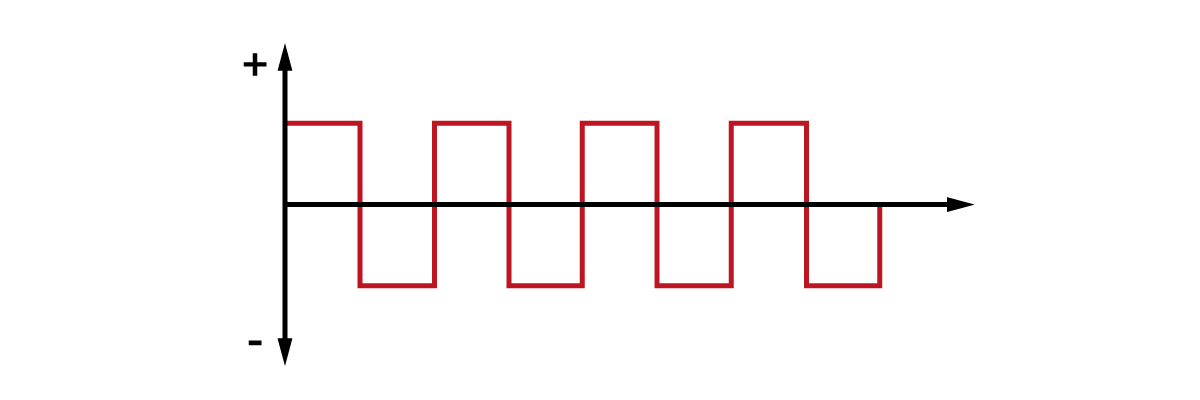
Преимущества:
- Эффективная очистка зоны сварки от оксидных пленок. Наивысшая степень проплавления.
Минусы:
- Высокий уровень шума (треска) в процессе сварки.
Квадратная форма волны переменного тока является, на сегодняшний день, наиболее стандартной и широко используемой, за счет прохождение тока и напряжения через нулевую отметку наиболее стабильно — с наибольшей скоростью (в большинстве случаев сопровождается разрядом высокочастотного осциллятора для еще большей стабильности).
Приобрести сварочный аппарат ПТК HANKER TIG 300 DIGITAL P AC/DC H39 и пульт управления к нему вы можете через менеджеров отдела продаж ПТК и у официальных дилеров ПТК.


Смотрите видео со сваркой в PULSE режиме аппаратом ПТК HANKER TIG 300 DIGITAL P AC/DC H39