Для аргонодуговой сварки TIG важно не только правильно выбрать вольфрамовый электрод, но и верно подготовить его к варочным работам. Под этим подразумевается его верная заточка, а точнее выбрать верный угол заточки вольфрама.
Чем отличаются углы заточки у вольфрамовых электродов?
25° – рассеянная дуга
Угол в 25°обеспечивает стабильную, контролируемую дугу, которая идеально подходит для облицовочных швов и тонких материалов, таких как листовой металл. Конечно, это не лучший выбор для заполнения проходов, особенно с помощью присадочного прутка. Однако, он отлично подойдет новичкам в TIG сварке для тренировки контроля сварочной дуги и ванны.
35° – стабилизированная дуга
Угол в 35° обеспечивает устойчивую дугу. Подходит для различных техник и целей при аргонодуговой сварке. Обеспечивает стабильную дугу с идеальным проникновением, превосходит более заостренный вольфрам как по контролируемости, так и по глубине.
45° – проникающая дуга
При помощи более тупого угла заточки в 45°, обеспечивается интенсивная проникающая дуга и более глубокое проникновение. Не смотря на блуждание дуги при ее зажигании, такой угол заточки вольфрама обеспечивает надежную глубину проникновения и узкую ванну. Он блестяще справляется с алюминием и нержавеющей сталью, особенно когда ключевой момент – это прочность конструкции при котором принципиально важен узкий шов. Такая заточка электрода обеспечивает гладкость шва, направляя ампераж в нужное русло.
Для чего нужен шарик на кончике вольфрамового электрода?
Шарик на кончике вольфрамового электрода используется для сварки алюминия. Для работы с алюминием и его сплавов, заточите вольфрам под 35 или 45 градусов. Не нужно затачивать вольфрам и пытаться сделать сферу на его кончике. Начните сварку и на кончике вольфрама сразу же появится сферическая форма, т.е. характерный шарик.
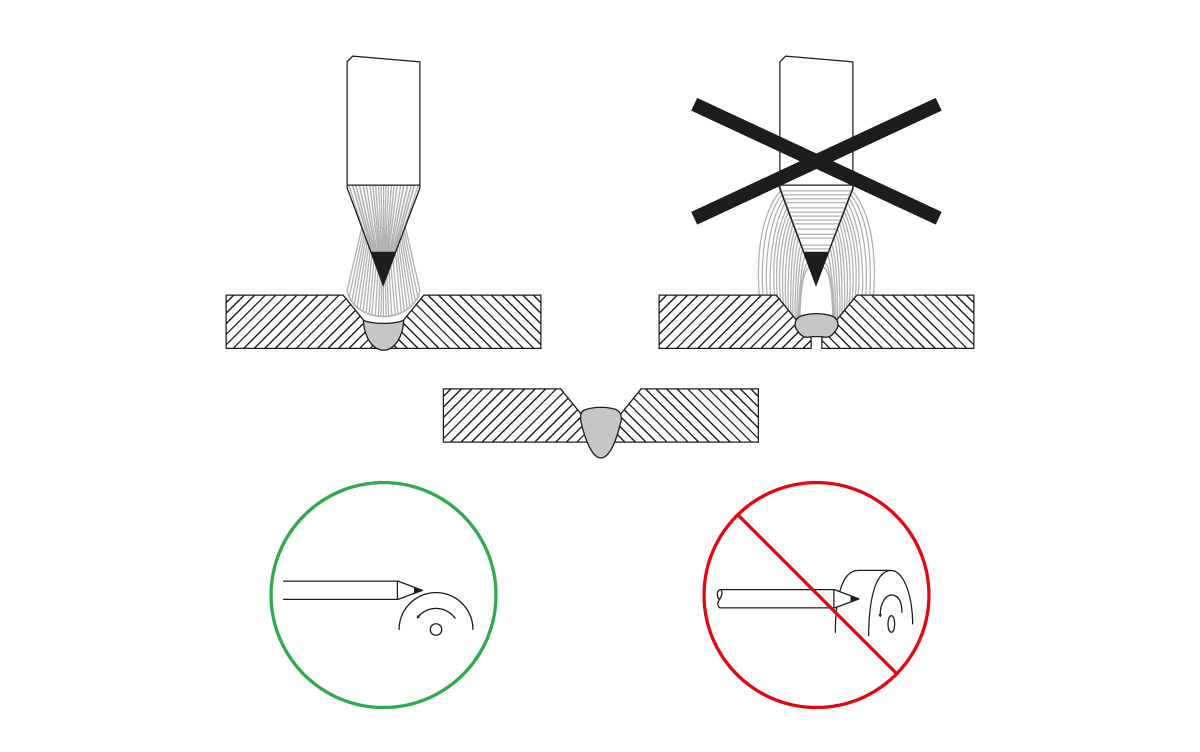
При заточке вольфрама обратите внимание на алгоритм действий. Не затачивайте электрод поперечно к кругу. Затачивайте только вдоль. При поперечной заточке дуга будет рассеиваться, т.е. «убегать».
И не стоит забывать, что качество аргонодуговой сварки TIG зависит в том числе и от качества вольфрамового электрода. Фирменные вольфрамовые электроды ПТК прошли рентгеноспектральный микроанализ элементного состава, что подтверждено научной лабораторией Национального Исследовательского Центра «Курчатовский институт». В каждой карточке с товаром есть бланк испытаний, с которым вы можете ознакомиться и удостовериться в высшем качестве нашей продукции.
 Артикул: 007.100.154
Артикул: 007.100.154
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.153
Артикул: 007.100.153
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.152
Артикул: 007.100.152
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.151
Артикул: 007.100.151
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.144
Артикул: 007.100.144
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.143
Артикул: 007.100.143
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.142
Артикул: 007.100.142
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.141
Артикул: 007.100.141
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.134
Артикул: 007.100.134
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.133
Артикул: 007.100.133
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.132
Артикул: 007.100.132
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.131
Артикул: 007.100.131
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.127
Артикул: 007.100.127
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.126
Артикул: 007.100.126
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.125
Артикул: 007.100.125
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.124
Артикул: 007.100.124
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.123
Артикул: 007.100.123
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.122
Артикул: 007.100.122
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.121
Артикул: 007.100.121
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.117
Артикул: 007.100.117
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.116
Артикул: 007.100.116
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.115
Артикул: 007.100.115
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.114
Артикул: 007.100.114
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.113
Артикул: 007.100.113
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.
 Артикул: 007.100.112
Артикул: 007.100.112
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт. Указана цена за 1 электрод.