Как выбрать вольфрамовый электрод?
В этой статье мы расскажем, как правильно выбрать вольфрамовый электрод для аргонодуговой сварки, какие разновидности вольфрама бывают, их отличительные свойства, и как состав влияет на качество сварного шва.
Но в самом начале мы хотим обратить ваше внимание, что в ассортименте фирменной продукции ПТК появились вольфрамовые электроды марок WL-15, WL-20, WС-20, WY-20 и WZ-8.
Наши вольфрамовые электроды прошли рентгеноспектральный микроанализ элементного состава в Национальном Исследовательском Центре «Курчатовский институт». Это платное исследование мы провели по собственной инициативе, чтобы продемонстрировать дилерам и потребителям высшее качество нашей продукции.
Анализ проводился на растровом электронном микроскопе «Tescan Vega II», который позволяет получать СЭМ-изображения и проводить анализ элементного состава в реальном времени, что необходимо для контроля качества продукции и материалов.
Ознакомиться с протоколами исследований и результатами элементного состава вольфрамовых электродов производства ПТК вы можете в отчетных документах.
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
Диаметр и длина вольфрамовых электродов может варьироваться. Стандартные электроды имеют длину от 50 до 175 мм, а номинальный диаметр от 0,5 до 10 мм. В России электроды изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими добавками редкоземельных металлов.
Вольфрамовые электроды используются исключительно в TIG сварке, из-за недопущения окислов на поверхности соединительного шва. Сварка происходит в среде защитного газа, который ограждает зону сварки от воздействия кислорода.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Буквенно-цифровая маркировка вольфрамовых электродов
В России могут использоваться и применяться 2 типа маркировки вольфрамовых электродов – это классификация по ГОСТ, ТУ и международная классификация по ISO 6848. Кратко рассмотрим эти виды маркировок.
Маркировка отечественных электродов по ГОСТ и ТУ
Продукция, которая произведена в России и соответствует установленным ГОСТ и ТУ, в своем наименовании содержит буквы «Э» и «В», они идут первые в названии и обозначают «электрод вольфрамовый». Далее, в названии идет обозначение химического состава присадок и их массовая доля.
- ЭВЧ — «Ч» — чистый (вольфрам не менее 99,92%);
- ЭВЛ — «Л» — лантан (массовая доля окиси лантана от 1,1 до 1,4%);
- ЭВЛ-2 — «Л» — лантан (массовая доля окиси лантана от 1,4 до 1,6%)
- ЭВИ-1 — «И» — иттрий (массовая доля окиси иттрия от 1,5 до 2,3%)
- ЭВИ-2 — «И» — иттрий (массовая доля окиси иттрия от 2,0 до 3,0% и тантала 0,1%)
- ЭВИ-3 — «И» — иттрий (массовая доля окиси иттрия от 2,5 до 3,5% и тантала 0,1%);
- ЭВТ-15 — «Т» — торий (массовая доля двуокиси тория от 1,5 до 2,0%).
Международная маркировка по стандартам ISO 6848
Большая часть вольфрамовых сплавов была стандартизирована Международной организацией по стандартизации в стандарте ISO 6848. Ниже в таблице приведены буквенно-числовые обозначения и процентный состав легирующих добавок.
Буквенное обозначение | Цветовой код | Массовая доля легирующих добавок |
| WP | Зеленый | – |
| WC-20 | Серый | ~2% |
| WL-10 | Черный | ~1% La₂O₃ |
| WL-15 | Золотой | ~1,5% La₂O₃ |
| WL-20 | Голубой | ~2% La₂O₃ |
| WT-10 | Желтый | ~1% ThO₂ |
| WT-20 | Красный | ~2% ThO₂ |
| WT-30 | Фиолетовый | ~3% ThO₂ |
| WT-40 | Оранжевый | ~4% ThO₂ |
| WY-20 | Синий | ~2% Y₂O₃ |
| WZ-3 | Коричневый | ~0,3% ZrO₂ |
| WZ-8 | Белый | ~0,8% ZrO₂ |
Что такое легирующие добавки и редкоземельные металлы?
Мы рассмотрели буквенно-цифровые обозначения вольфрамовых электродов, теперь самое время рассказать о редкоземельных металлах (элементах), которые входят в состав электродов, а точнее в легирующие добавки (присадки).
Редкоземельные металлы — это группа из 17 элементов, которая включает в себя скандий, иттрий, лантан и лантаноиды. Все эти металлы серебристо-белого цвета, схожи по химическим и физическим свойствам, образуют тугоплавкие, практически не растворимые в воде оксиды.
Название «редкоземельные» эти металлы получили из-за того, что редко встречаются в земной коре, также эти металлы сложны в добыче и промышленном производстве.
В сварочных вольфрамовых электродах чаще всего используются присадки с лантаном, церием, иттрием, цирконием и торием.
Свойства присадочных металлов и их влияние на качество сварного шва
Вольфрамовый электрод WP (зеленый)
Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%.
- Особенности: Электроды с маркировкой WP обеспечивают высокую стабильность горения дуги, но обладают плохой термостойкостью и электронной эмиссией. Из-за такой ограниченной тепловой нагрузки рабочий конец электрода необходимо затачивать в виде округлой формы (шарика).
- Тип тока: Предназначены для сварки на синусоидальном токе (AC) в среде аргона или гелия.
- Металл: Этот тип электродов предназначен для сварки алюминия магния, никеля и их сплавов.
В связи с тем, что электроды WP использовались на трансформаторной технике, а сейчас большинство сварочного оборудования инверторное, необходимость в таких электродах значительно снизилась, поэтому этих электродов нет в ассортименте ПТК.
Вольфрамовые электроды WL-10 (черный), WL-15 (золотой) и WL-20 (голубой)
WL-10 — это электрод с содержанием оксида лантана (La₂O₃), черный цветовой код. Массовая доля оксида лантана достигает до 1%.
WL-15 — это электрод с содержанием оксида лантана (La₂O₃), золотой цветовой код. Массовая доля оксида лантана варьируется от 1,4 до 1,6%.
WL-20 — это электрод с содержанием оксида лантана (La₂O₃), массовая доля которого достигает до 2,2%. Цветовой код электрода — голубой.
- Особенности: Это универсальные электроды, которые выдерживают высокие токовые нагрузки, улучшают стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Лантановые электроды меньше загрязняют вольфрамом шов, что особенно важно при финишных работах. Ещё они длительное время сохраняют заточку рабочего конца.
- Тип тока: Электроды можно использовать при сварке на постоянном и переменном токе (AC/DC).
- Металл: Применяется для сварки углеродистых и легированных сталей, алюминия, титана, никеля, меди и магниевых сплавов.
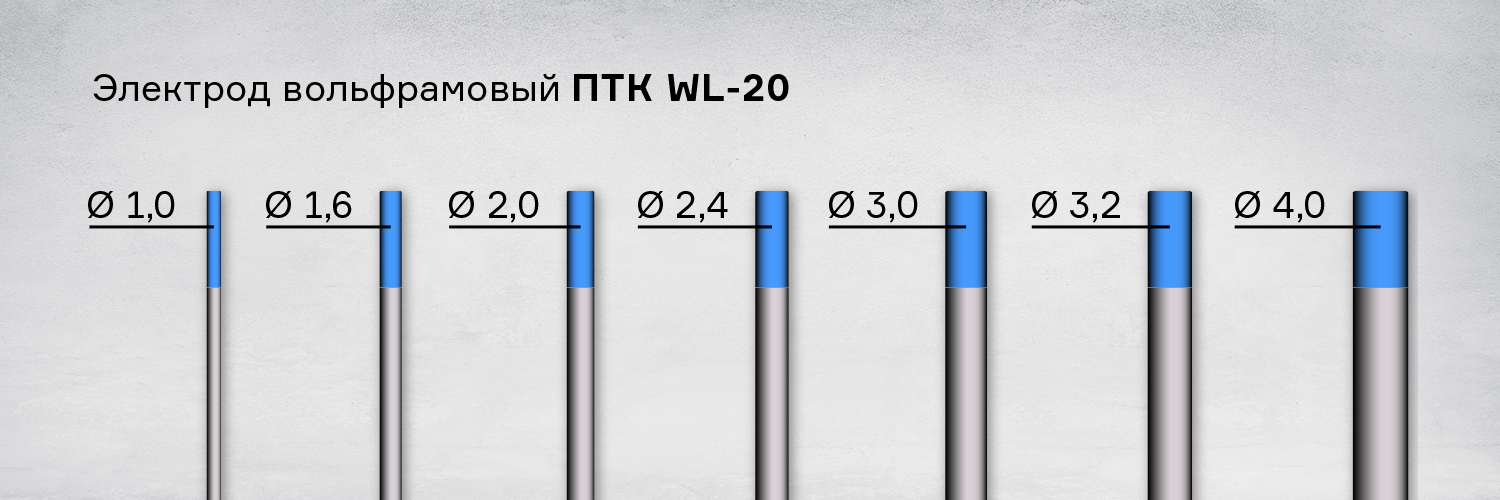
В ассортименте фирменной продукции ПТК есть вольфрамовые электроды WL-15 диаметром от 1,6 до 4,0 мм и WL-20 диаметром от 1,0 до 4,0 мм.
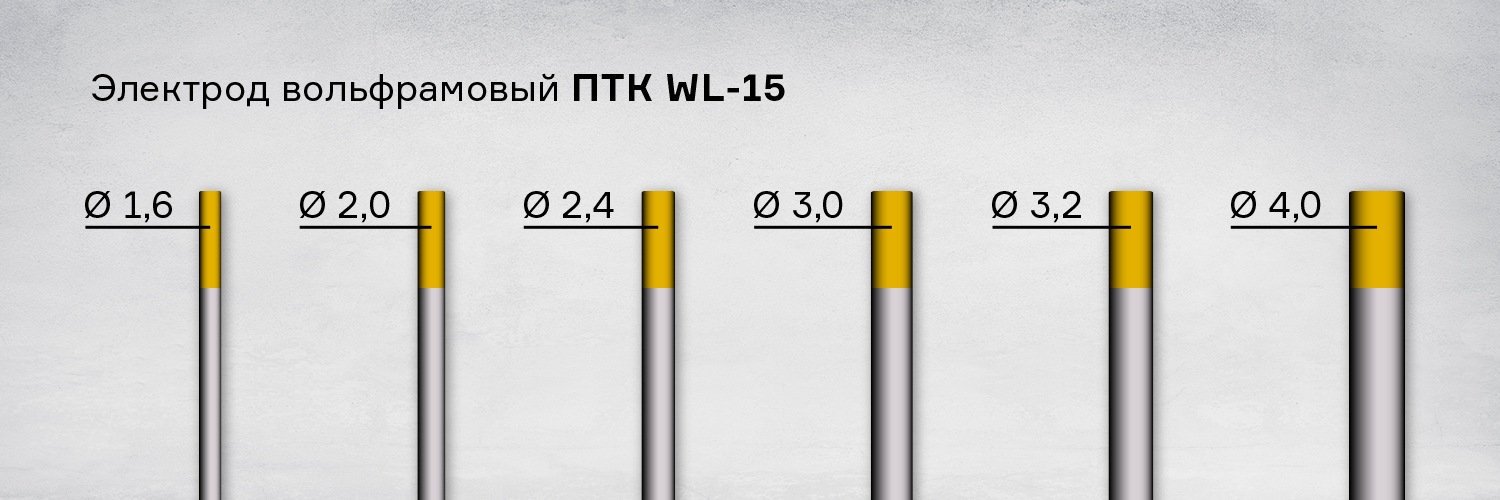
Электрод вольфрамовый ПТК WL-15






Электрод вольфрамовый ПТК WL-20







Вольфрамовые электроды WС-10 (розовый) и WС-20 (серый)
WС-10 — это электрод с содержанием оксида церия (CeO₂), розовый цветовой код. Массовая доля оксида церия достигает до 1%.
WС-20 — это электрод с содержанием оксида церия (CeO₂), массовая доля которого варьируется в пределах от 1,8 до 2,2%. Имеет серый цветовой код.
- Особенности: Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Вольфрам марки WС-10/20 рекомендуется использовать в коротких сварочных циклах при малых значениях тока.
- Тип тока: Цериевые электроды предназначены для сварки на постоянном и переменном токе (AC/DC).
- Металл: Электроды предназначены для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
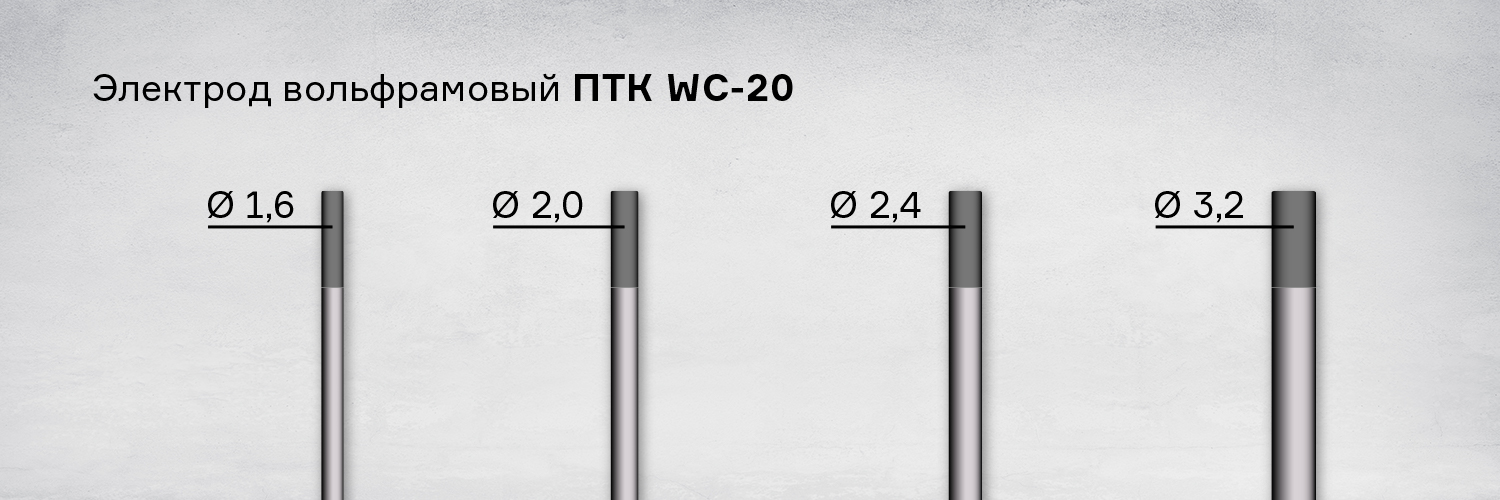
В продаже есть только фирменные вольфрамовые электроды ПТК WС-20 диаметром от 1,6 до 3,2 мм.




Вольфрамовый электрод WY-20 (синий)
Это вольфрамовый электрод с содержанием оксида иттрия (Y₂O₃), который имеет синий цветовой код. Массовая доля легирующей добавки варьируется в пределах от 1,8 до 2,2%.
- Особенности: Иттриевые вольфрамовые электроды выдерживают большие токи, при соблюдении технологии сварки обеспечивают качественный и надежный шов, поэтому особенно подходит для сварки особо ответственных конструкций.
- Тип тока: Предназначены для сварки только на постоянном токе (DC).
- Металл: Этот тип электродов подойдет для сварки всех типов сталей, титана, меди и их сплавов.
Ассортиментный ряд электродов WY-20 представлен в диаметре 1,6 / 2,0 / 2,4 и 3,2 мм.





Вольфрамовые электроды WZ-3 (коричневый) и WZ-8 (белый)
WZ-3 — это электрод с содержанием оксида циркония (ZrO₂), коричневый цветовой код. Массовая доля оксида церия достигает до 0,3%.
WZ-8 — это электрод с содержанием оксида циркония (ZrO₂), массовая доля которого варьируется в пределах от 0,7 до 0,9%. Имеет белый цветовой код.
- Особенности: Данный тип электродов можно применять при сварке на высоких токах. Имеют слабую стабильность дуги и очень требовательны к чистоте сварочной ванны. Рабочий конец этих электродов рекомендуется затачивать в форме полусферы.
- Тип тока: Предназначены для сварки только на переменном токе (АC).
- Металл: Электроды предназначены для сварки алюминия, магния, никеля, бронзы и их сплавов.
В продаже есть только фирменные вольфрамовые электроды ПТК WZ-8 диаметром 1,6 / 2,0 / 2,4 и 3,2 мм.




Вольфрамовые электроды WT
Электроды марки WT легированы оксидом тория (ThO₂) и включают в себя следующие разновидности:
- WT-10 — желтый цветовой код, содержание двуокиси тория до 1%;
- WT-20 — красный цветовой код, содержание двуокиси тория до 2%;
- WT-30 — фиолетовый цветовой код, содержание двуокиси тория до 3%;
- WT-40 — оранжевый цветовой код, содержание двуокиси тория до 4%.
Вольфрамовые электроды из сплава оксида тория применяются при сварке на постоянном токе (DC) нержавеющей стали, меди, никеля, титана и их сплавов.
Важная и отличительная особенность тория — его радиоактивность. Торий считается радиоактивным металлом, что делает вдыхание паров и пыли риском для здоровья для здоровья сварщика, а утилизацию — риском для окружающей среды. Исходя из этих соображений в ассортименте фирменной продукции ПТК нет ториевых вольфрамовых электродов WT.
Рекомендации по подбору диаметра электрода и сварочного тока
Качество сварочного шва напрямую зависит и от правильно подобранного диаметра сварочного электрода и выставленному току. Поэтому мы подготовили для вас специальные рекомендации, которые помогут достичь максимально качественный результат в процессе сварки.
| Диаметр электрода, мм | Рекомендуемый ток при сварке в аргоне (AC), А | Рекомендуемый ток при сварке в гелии (AC), А | Рекомендуемый ток при сварке в аргоне (DC), А | Рекомендуемый ток при сварке в гелии (DC), А |
| 1,0 | до 60 | до 50 | до 70 | до 50 |
| 1,6 | 60–120 | 50–110 | 70–120 | 50–100 |
| 2,0 | 70–130 | 60–120 | 90–150 | 70–130 |
| 2,4 | 100–180 | 90–160 | 110–180 | 90–150 |
| 3,0 | 140–230 | 120–200 | 150–220 | 120–200 |
| 3,2 | 160–250 | 150–220 | 180–270 | 160–250 |
| 4,0 | 200–320 | 180–300 | 200–350 | 180–320 |
Сварочный калькулятор для TIG сварки
Напоминаем, что мы разработали специализированный сварочный TIG калькулятор, который будет полезен дилерам и сварщикам, которые только познают азы аргонодуговой сварки. Калькулятор «даст» рекомендации для сварочных работ с алюминием, сталью и нержавейкой, может с выбором горелок и комплектующих. Выбор толщины свариваемого металла — от 1 до 12 мм. Также, калькулятор подскажет какие области должны быть проварены, в зависимости от типа соединения.
Переходите по ссылке и пользуйтесь калькулятором TIG калькулятором.