ПТК МАСТЕР TIG 200 P AC/DC D92 LED: настройки и функции аппарата
Новый ПТК МАСТЕР TIG 200 P AC/DC D92 LED - профессиональный аргонодуговой аппарат для сварки на постоянном и переменном токе. Оснащен LED дисплеем с динамическими индикаторами, цифровой циклограммой и функцией PULSE для работы с тонким металлом. Расширенные настройки параметров обеспечивают стабильную дугу, точное формирование шва и высокое качество сварки любых металлов.
Рассмотрим подробнее функционал и настройки аппарата аргонодуговой сварки ПТК МАСТЕР TIG 200 P AC/DC D92 LED.
Передняя панель ПТК МАСТЕР TIG 200 P AC/DC D92 LED

- Цифровой дисплей
- Кнопка переключения режимов и индикаторы: AC / AC PULSE / DC / DC PULSE / MMA
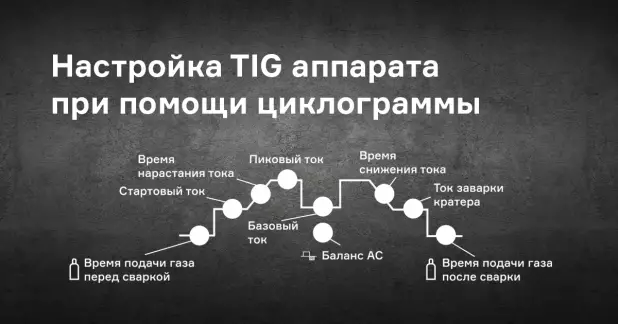
- Циклограмма. Функции и индикаторы:
- Форсаж дуги
- Горячий старт
- Время прихватки
- Индикатор AC (Гц)
- Индикатор Баланс АС
- Индикаторы Пульса в Гц и в %
- Индикатор ошибки выбора диаметра электрода
- Выбор режима работы сварочной горелки 2Т/4Т/SPOT
- Энкодер
Режим AC
Используется для сварки алюминия и его сплавов. Переменный ток обеспечивает очистку поверхности от оксидной плёнки и стабильное формирование шва. Режим позволяет регулировать баланс волн для оптимального соотношения очистки и проплавления.
Параметры настройки:
- Предгаз: от 0,1 до 15,0 сек (шаг 0,1 сек).
- Стартовый ток: от 10 до 160 Ампер (шаг 1 А).
- Время нарастания тока: от 0,0 до 10,0 сек (шаг 0,1 сек).
- Пиковый ток: от 10 до 200 Ампер (шаг 1 А).
- Баланс AC: от 15 до 65% (шаг 1%).
- Частота AC: от 20 до 250 Гц (шаг 1 Гц).
- Время снижения тока: от 0,0 до 15,0 сек (шаг 0,1 сек).
- Ток заварки кратера: от 10 до 200 Ампер (шаг 1 А).
- Постгаз: от 0,5 до 20,0 сек (шаг 0,1 сек).
- Диаметр вольфрамового электрода: 1,0 / 1,6 / 2,0 / 2,4 / 3,2 мм.
Режим AC PULSE
Предназначен для сварки тонких алюминиевых деталей. Импульсный режим на переменном токе снижает тепловложение, предотвращает прожоги и деформацию металла. Обеспечивает более узкую зону термического влияния и высокую точность сварного соединения.
Параметры настройки:
- Предгаз: от 0,1 до 15,0 сек (шаг 0,1 сек).
- Стартовый ток: от 10 до 160 Ампер (шаг 1 А).
- Время нарастания тока: от 0,0 до 10,0 сек (шаг 0,1 сек).
- Пиковый ток: от 10 до 200 Ампер (шаг 1 А).
- Базовый ток: от 20 до 200 Ампер (шаг 1 А).
- Баланс AC: от 15 до 65% (шаг 1%).
- Частота AC: от 20 до 250 Гц (шаг 1 Гц).
- Пульс (частота): от 0,2 до 200 Гц (шаг 0,1 Гц в интервале 0–100; шаг 1 Гц в интервале 100–200).
- Скважность пульса: от 1 до 99% (шаг 1%).
- Время снижения тока: от 0,0 до 15,0 сек (шаг 0,1 сек).
- Ток заварки кратера: от 10 до 200 Ампер (шаг 1 А).
- Постгаз: от 0,5 до 20,0 сек (шаг 0,1 сек).
- Диаметр вольфрамового электрода: 1,0 / 1,6 / 2,0 / 2,4 / 3,2 мм.
Режим DC
Применяется для сварки углеродистых и нержавеющих сталей, меди, титана и других металлов на постоянном токе. Обеспечивает устойчивую дугу, глубокое проплавление и ровный, плотный шов с минимальным количеством брызг.
Параметры настройки:
- Предгаз: от 0,1 до 15,0 сек (шаг 0,1 сек).
- Стартовый ток: от 5 до 160 Ампер (шаг 1 А).
- Время нарастания тока: от 0,0 до 10,0 сек (шаг 0,1 сек).
- Пиковый ток: от 5 до 200 Ампер (шаг 1 А).
- Время снижения тока: от 0,0 до 15,0 сек (шаг 0,1 сек).
- Ток заварки кратера: от 5 до 200 Ампер (шаг 1 А).
- Постгаз: от 0,5 до 20,0 сек (шаг 0,1 сек).
- Диаметр вольфрамового электрода: 1,0 / 1,6 / 2,0 / 2,4 / 3,2 мм.
Режим DC PULSE
Используется для высококачественной сварки тонких листов из нержавеющей стали и цветных металлов. Импульсное управление током обеспечивает контроль тепловложения и улучшает формирование шва.
Параметры настройки:
- Предгаз: от 0,1 до 15,0 сек (шаг 0,1 сек).
- Стартовый ток: от 5 до 160 Ампер (шаг 1 А).
- Время нарастания тока: от 0,0 до 10,0 сек (шаг 0,1 сек).
- Пиковый ток: от 5 до 200 Ампер (шаг 1 А).
- Базовый ток: от 20 до 200 Ампер (шаг 1 А).
- Пульс (частота): от 0,2 до 200 Гц (шаг 0,1 Гц в интервале 0–100; шаг 1 Гц в интервале 100–200).
- Скважность пульса: от 1 до 99% (шаг 1%).
- Время снижения тока: от 0,0 до 15,0 сек (шаг 0,1 сек).
- Ток заварки кратера: от 5 до 200 Ампер (шаг 1 А).
- Постгаз: от 0,5 до 20,0 сек (шаг 0,1 сек).
- Диаметр вольфрамового электрода: 1,0 / 1,6 / 2,0 / 2,4 / 3,2 мм.
Режим ММА
Дополнительная функция ручной дуговой сварки MMA, где применяются электроды диаметром от 1,6 до 4,0 мм.
Параметры настройки:
- Сварочный ток: от 10 до 160 Ампер.
- Форсаж дуги: от 0 до 40 Ампер.
- Диаметр электрода: 1,6 / 2,0 / 2,5 / 3,2 / 4,0 мм.
Режим SPOT (Прихватка)
Используется для точечной сварки и прихваток. Позволяет задать точное время импульса, обеспечивая равномерное формирование сварочной точки без перегрева детали.
Параметры настройки:
- Доступные режимы: AC / AC PULSE / DC / DC PULSE.
- Время цикла: от 0,5 до 10,0 сек (шаг 0,1 сек).
Подробнее о технических характеристиках и комплектации нового аппарата ПТК МАСТЕР TIG 200 P AC/DC D92 LED вы найдете в карточке с товаром.