
Разбираем функционал и настройки аппарата ПТК HANKER MIG 350S DP LCD H43
Промышленный сварочный полуавтомат ПТК HANKER MIG 350S DP LCD H43 с прошивкой PULSE SECOND GENERATION и подающим механизмом MIG PULSE LCD включает в себя широкий и многообразный функционал, а именно: синергетические программы сварки, режимы сварки пульсом и двойным пульсом, ручные настройки для управления сварочным процессом, дополнительная функция аргонодуговой сварки LIFT TIG, ручная дуговая сварка MMA и многое другое.
В комплект поставки к аппарату входит сварочная горелка MIG MP 36 DIGITAL с воздушным охлаждением, выносной подающий механизм с 4-х роликовым металлическим механизмом для работы с роликами габаритами 30х10х12, тележка-платформа и другие ЗИП и комплектующие. Аппарат можно доукомплектовать блоком жидкостного охлаждения ПТК HANKER, пультом дистанционного управления MIG DP ПТК HANKER и специальным ящиком для инструментов.
Передняя панель сварочного источника и подающего механизма ПТК HANKER MIG 350S DP LCD H43:

- Многофункциональный LCD дисплей
- Энкодер управления
- Правая и левая кнопки выбора функций аппарата
- USB слот
Основное меню аппарата:
- MMA
- TIG LIFT
- MIG
- Settings (Настройки)
Settings (Настройки) – шестеренки на экране аппарата. Основное меню аппарата делится на две вкладки: вкладка GENERAL (Общие настройки) и MACHINE (Настройки аппарата).
General (Общие настройки) – нажатие левой кнопки меню
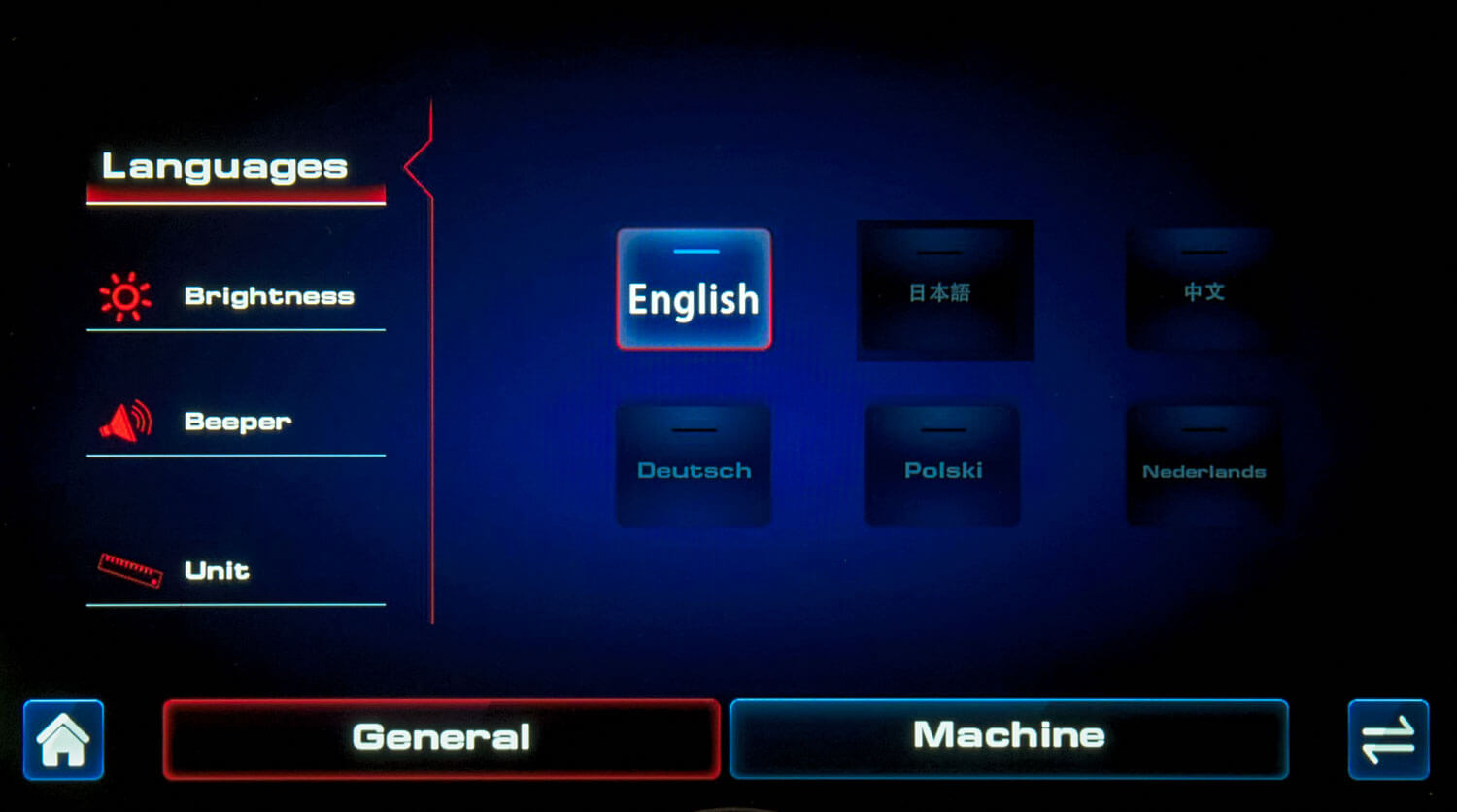
- Language (Выбор языка) – в прошивке, на сегодняшний день, доступен выбор только английского языка.
- Brightness (Яркость экрана) – плавная регулировка яркости. Шкала регулировки от 1 до 10.
- Beeper (Звуковая индикация) – возможность включения и отключения звукового сигнала энкодера, кнопок меню и подтверждение выбранных функций. Если вы работаете в тихом помещении, звуковой сигнал можно не использовать, если вокруг шум (цех, производство, работа компрессора, плазмы) - звуковой сигнал можно включить.
- Unit (Единица измерения) – возможность выбрать метрическую систему или британскую имперскую систему (дюймовую). В зависимости от вашего выбора, некоторые параметры будут отображаться либо в сантиметрах/миллиметрах, либо в дюймах.
- Information (Информация) – информация о дате сборки аппарата и установленной прошивки.
- Factory Reset (Сброс до заводских настроек) – активировав эту функцию, вы сбросите аппарат до заводских настроек. Все установленные новые прошивки (устанавливаются в сервисом центре), а также сохраненные параметры сварки, будут стерты.
- Program Update (Обновление прошивки) – обновление программного обеспечения производится только в сервисом центре.
Machine (Настройки аппарата) - нажатие правой кнопки меню
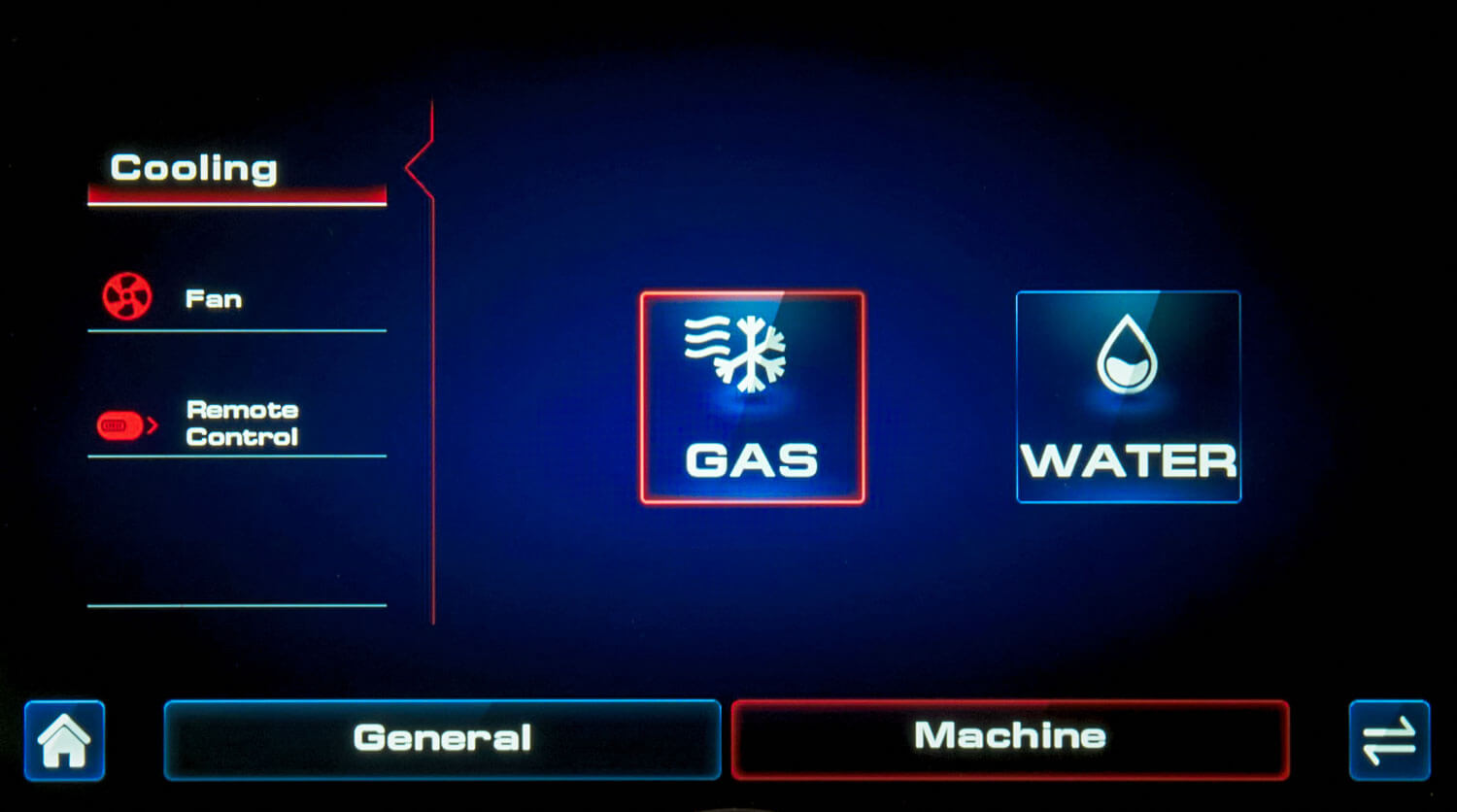
- Cooling (Охлаждение) – Подключение блока водяного охлаждения или работа с горелкой воздушного охлаждения (GAS/WATER).
- Fan (Вентилятор) – доступны два режима вентилятора охлаждения: NORMAL (Постоянный) и Smart (Умный). Режим NORMAL – вентилятор будет включен постоянно, охлаждение плат и узлов аппарата будет всегда, пока аппарат включен, не зависимо от того, происходит сварка или аппарат бездействует. Такой режим рекомендуется выбирать при интенсивной сварке, в пыльных помещениях. Режим SMART – вентилятор охлаждения запускается только при срабатывании датчика нагрева (установлен в аппарате). Когда температура плат и узлов приближается к максимально допустимой, аппарат переводит вентилятор из режима покоя в рабочее состояние. Вентилятор охлаждения будет работать пока температура не снизится, после чего уйдет в покой. При бездействии, подключенного в сеть аппарата, система периодически будет запускать вентилятор на непродолжительное время, охлаждая процессор.
- Remote Control (Дистанционное управление) – Подключение пульта дистанционного управления (Вкл/Выкл).
Обратите внимание, что настройка функционала ручной дуговой сварки MMA и аргонодуговой сварки LIFT TIG производится на экране источника. Настройка сварки в режимах MIG/MIG PULSE/MIG DUALSE PULSE/MIG SYN производится на экране выносного подающего механизма.
Режим MMA
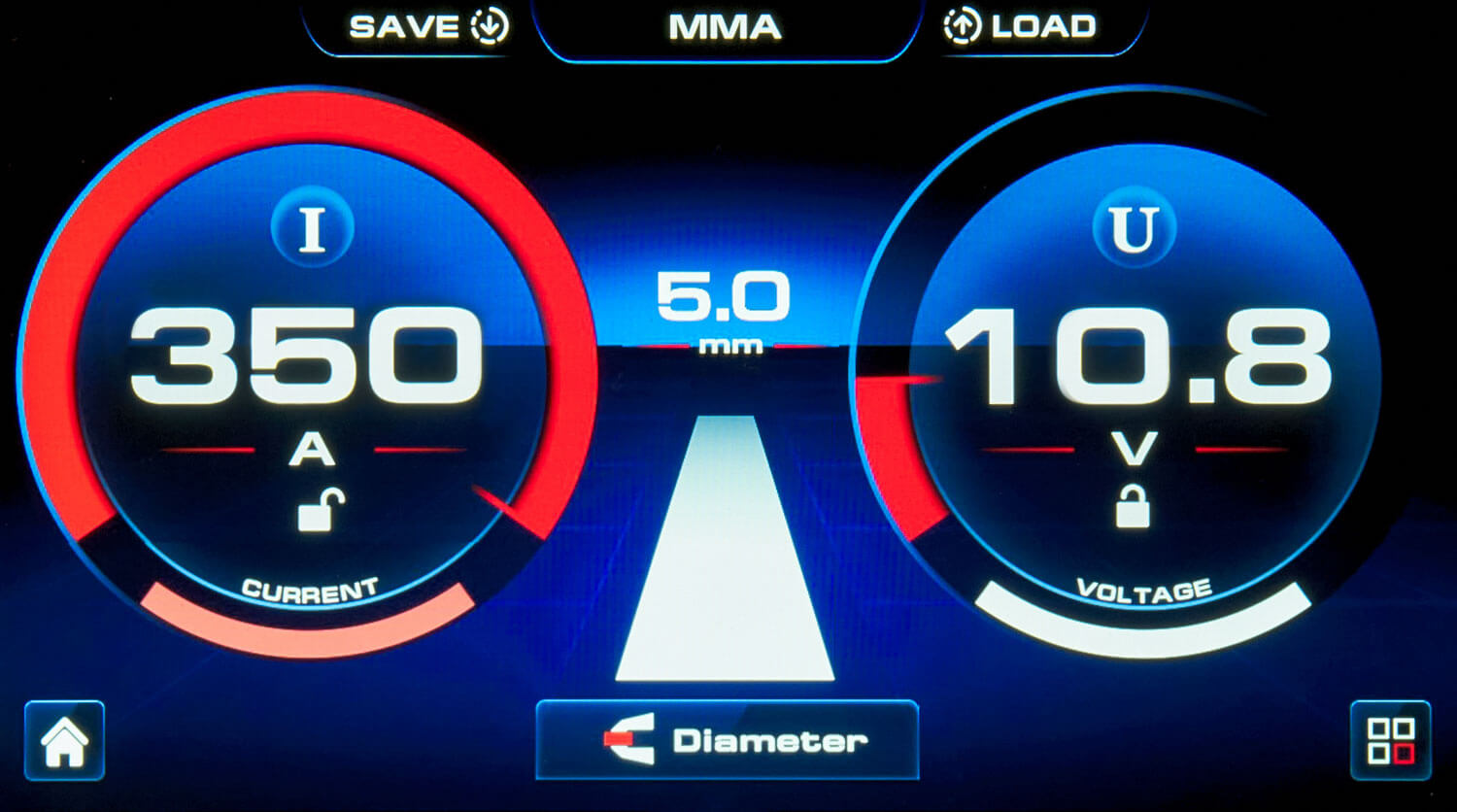
В режиме ручной дуговой сварки возможны следующие регулировки и настройки функционала:
- Current (Сварочный ток) – Диапазон регулировок 10–350 Ампер.
- Diameter (Диаметр электрода) – Показатель носит рекомендательный характер и отображает диаметр электрода под выбранный сварочный ток.
При помощи правой кнопки, в меню регулируются следующие настройки:
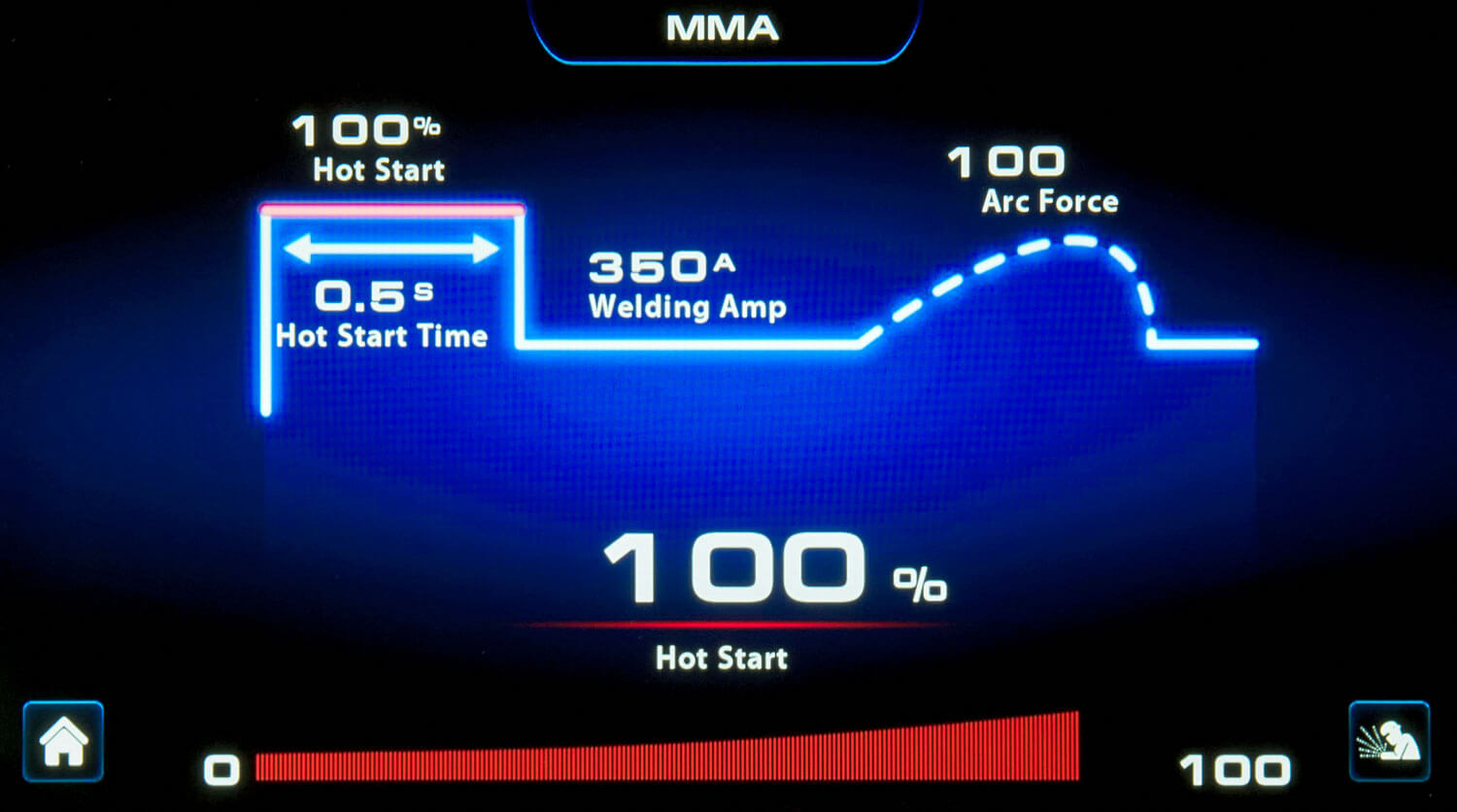
- Hot Start (Горячий старт) – Функция позволяет с легкостью поджигать электрод за счет кратковременного повышения сварочного тока в самом начале сварочного процесса. Регулировка происходит в пределах от 0 до 100%, шаг хода 10%.
- Hot Start Time (Время горячего старта) – Настройка параметра производится в пределе от 0,5 до 5,0 сек., за счет чего обеспечивается подъем пикового тока в момент поджига дуги.
- Welding Amp (Сварочный ток, А) – Диапазон регулировки от 10 до 350 Ампер.
- Arc Force (Форсаж дуги) – Обеспечивает стабильную дугу за счет увеличения сварочного тока в момент отделения капли металла от электрода. Настройка функционала в диапазоне от 0 до 100.
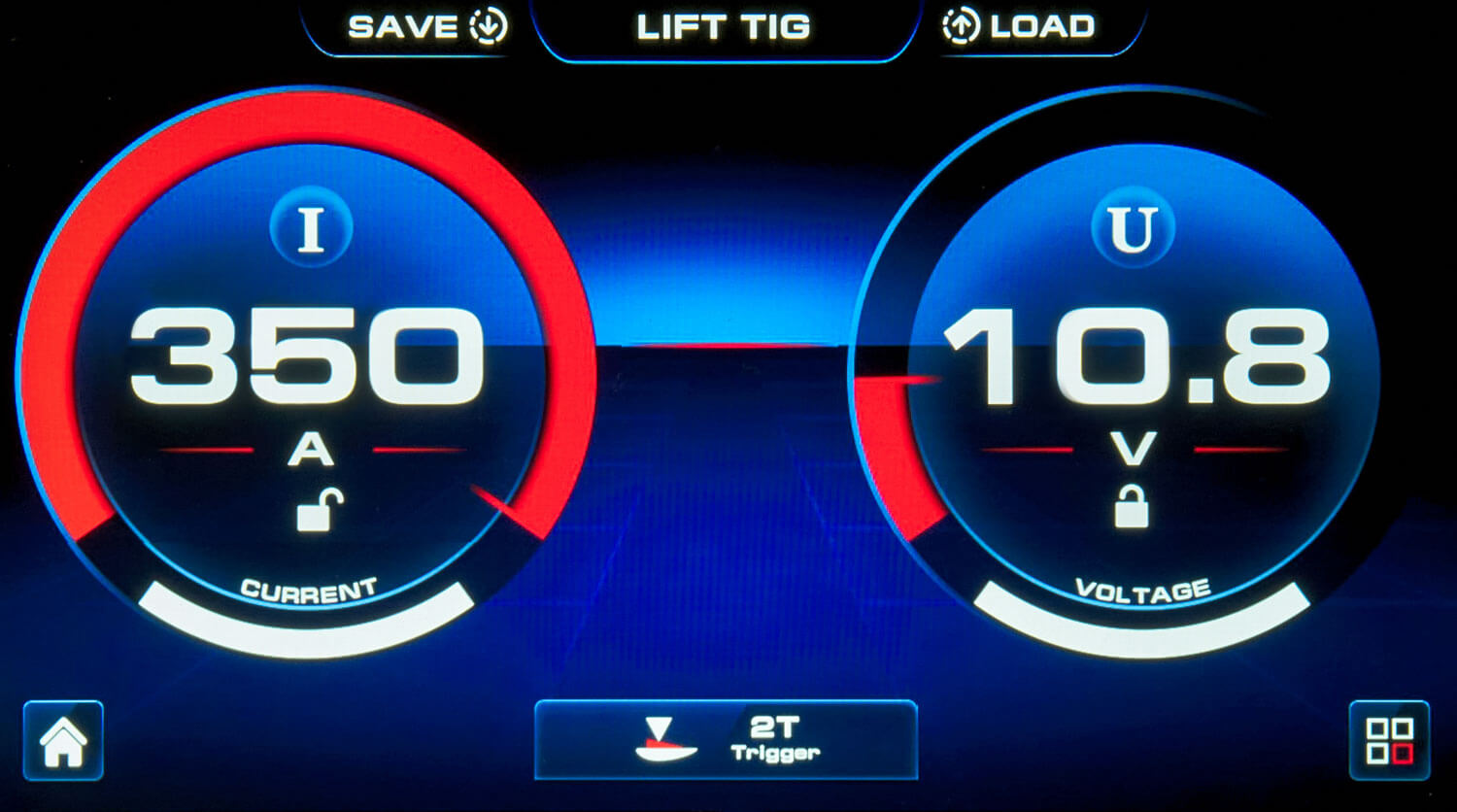
Режим сварки LIFT TIG
Аргонодуговая сварка, где дуга на вольфрамовом электроде возбуждается касанием об металл. Такие требования часто применимы на производствах, где не допустимо разжигать дугу высокочастотным поджигом (TIG HF), например на объектах атомной энергетики.
- Current (Сварочный ток) – Диапазон регулировок от 10 до 350 Ампер.
- Voltage (Вольтаж) – Индикация напряжения в Вольтах.
- 2T/4T – В режиме LIGT TIG возможен только выбор режима горелки 2T/4Т.
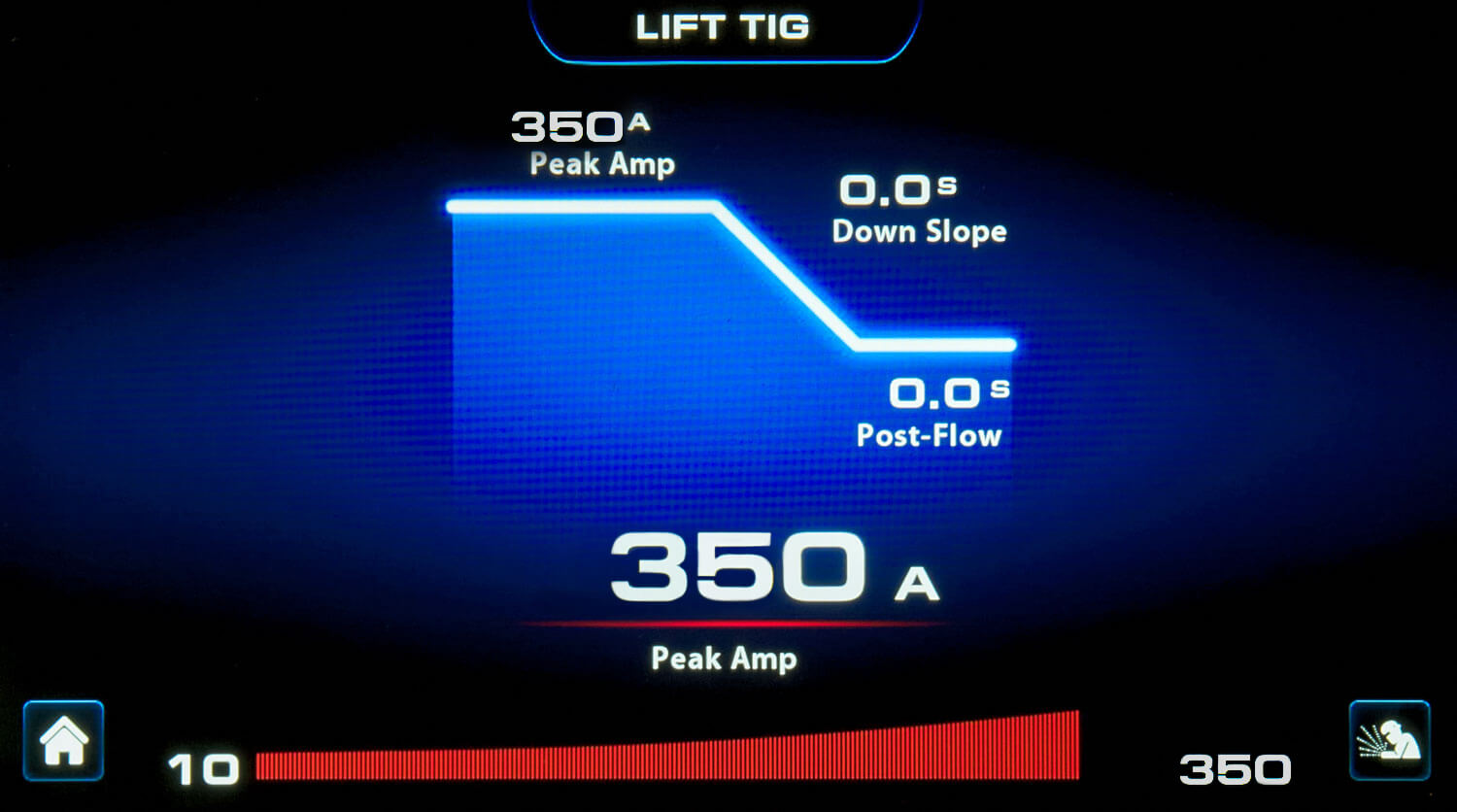
Правая кнопка меню возможны следующие настройки:
- Peak Amp (Пиковый ток) – Регулировка в диапазоне от 10 до 350 Ампер.
- Down Slope (Спад тока) – Регулировка в диапазоне от 0 до 20 секунд.
- Post Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 секунд.
Экран подающего механизма MIG PULSE LCD
На экране выносного подающего механизма EP LCD можно выбрать и настроить следующий функционал:
General (Общие настройки)
Общие настройки подающего механизма и аппарата идентичны, только отсутствует функционал Factory Reset (Сброс до заводских настроек).
- Language (Выбор языка)
- Brightness (Яркость экрана)
- Beeper (Звуковая индикация)
- Unit (Единица измерения)
- Information (Информация)
- Program Update (Обновление прошивки)
Machine (Настройки подающего механизма)
В настройках подающего механизма присутствует схожий функционал с источником сварочного тока, но отсутствует функционал настройки вентилятора и введена новая функция – Wire Retract.
- Cooling (Охлаждение)
- Remote Control (Дистанционное управление)
- Wire Retract – По умолчанию функция отключена. При включении функция становится активной в режиме MIG PULSE при сварке алюминия. Основное назначение функции –оттягивает сильно выступающую проволоку назад к сварочному наконечнику, выставляя ее на нужную длину дуги. Функция позволяет не подрезать проволоку (избавляться от шарика на кончике проволоки) каждый раз, после окончания сварки.
Режим MIG MANUAL

В режиме ручных настроек возможны следующие регулировки:
- Wire Speed – Настройка параметра производится левым энкодером. Это регулировка скорости подачи проволоки, диапазон: 1,5–16,0 м/мин.
- Voltage – Настройка параметра производится правым энкодером. Это регулировка напряжения, диапазон 10–35 В.
В нижней части экрана возможны настройки трех параметров:
- Spool Gun – Подключение к аппарату горелки Spool Gun (горелка с катушкой на рукоятке), On/Off.
- Режим выбора горелки 2Т/4Т/SPOT
- Inductance (Регулировка индуктивности) – регулировка в диапазоне от -10 до + 10.
Правой кнопкой меню возможно следующие регулировки:
- Pre-Flow (Предгаз) – Регулировка в диапазоне от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – Диапазон: 0–10
- Welding Volts (Вольтаж) – Диапазон: 10–35 В.
- Burn Back (Дожиг проволоки) – Диапазон: 0–10
- Post-Flow (Постгаз) – Регулировка в диапазоне от 0 до 20 сек.
- Spot Time (Время Spot) – Функционал доступен только при SPOT режиме работы горелки. Диапазон: 0,5–20 сек.
Режим MIG SYNERGIC

Это синергетический режим MIG сварки, где аппарат предлагает пройти трех-ступенчатую настройку сварки: необходимо выбрать какой проволокой вы будете сваривать, выбрать рекомендуемый газ, выбрать толщину свариваемого изделия.
Доступны металлы для сварки (Fe, FluFe, Ss, FluSs, AlMg, CuSi).
После выбора предыдущих параметров, на основном экране меню вы сможете настроить:
- Отрегулировать сварочное напряжение.
- Изменить скорость подачи сварочной проволоки.
- Произвести корректировку вольтажа.
В нижней строке экрана доступны:
- Рекомендации по толщине свариваемого изделия в миллиметрах.
- Выбор режима работы горелки: 2T/4T/S4T/SPOT/S2T.
- Настройка индуктивности.
При нажатии правой кнопки меню и в зависимости от выбранных параметров ранее можно настроить следующее:
Режим горелки 2Т/4Т
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Welding Volts (Вольтаж) – от 10 до 35 В.
- Burn Back (Дожиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – от 0 до 20 сек.
Режим горелки SPOT
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Welding Volts (Вольтаж) – от 10 до 35 В.
- Burn Back (Дожиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – от 0 до 20 сек.
- SPOT Time (Время Spot) – Функция доступна только при выборе сварки в режиме SPOT. Диапазон регулировок от 0,5 до 20 сек.
Режим горелки S4T/S2T
- Pre-Flow (Предгаз) – от 0 до 20 сек.
- Slow Feed (Медленная подача проволоки) – от 0 до 10.
- Start Amp P (Проценты в Амперах до базового тока) – от 1 до 200%.
- Welding Amp (Сварочный ток, А) – от 40 до 200 А.
- End Amp P (Проценты в Амперах до тока заварки) – от 1 до 200%.
- Burn Back (Дожиг проволоки) – от 0 до 10.
- Post-Flow (Постгаз) – от 0 до 20 сек.
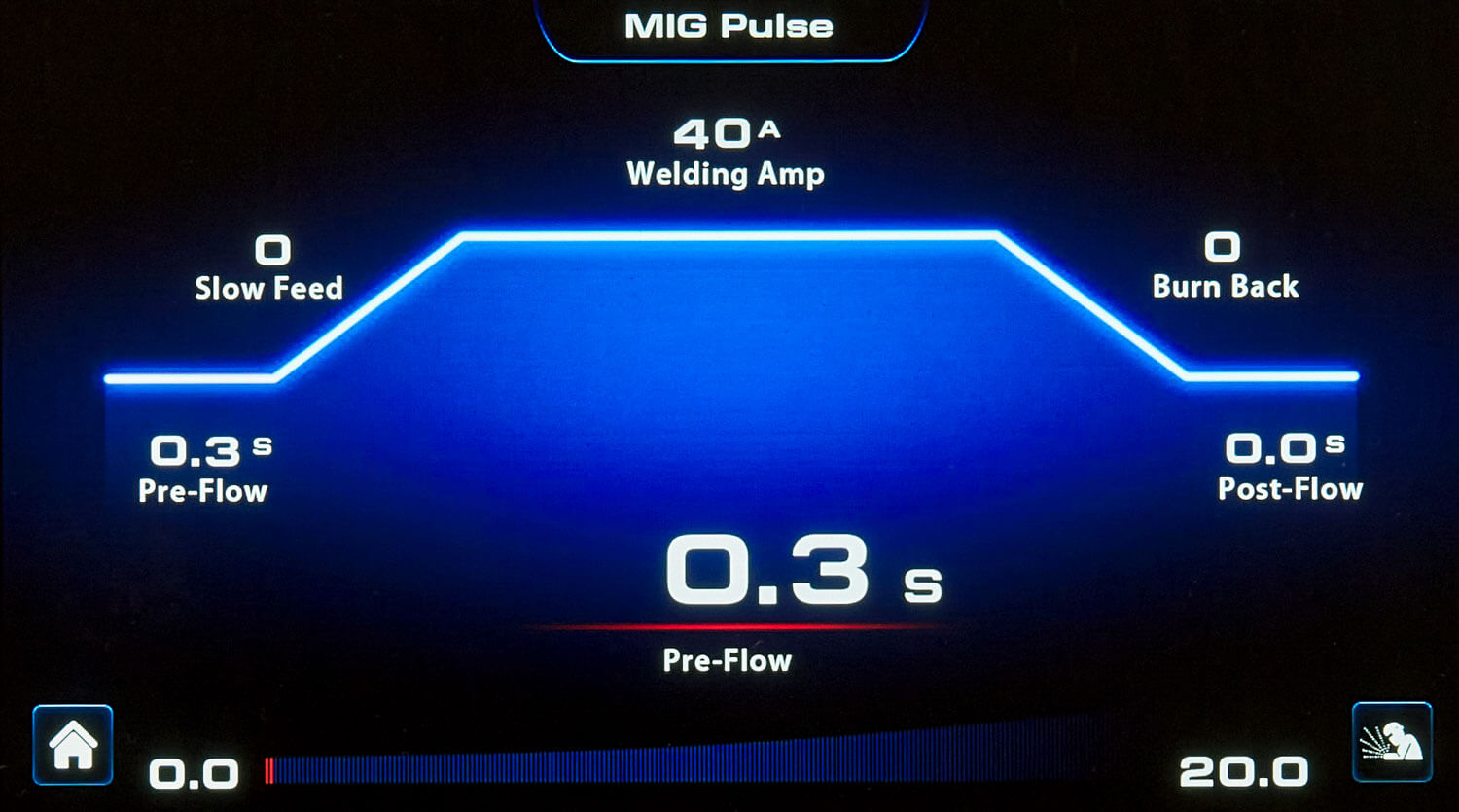
Режим MIG PULSE и DUAL PULSE
Сварка в режиме одинарного пульса (MIG PULSE) и двойного пульса (DUAL PULSE), где аппарат предлагает пройти настройку – выбрать проволоку, газ, толщину свариваемого изделия. В режиме пульса и двойного пульса расширяются опции по выбору проволоки.
- Доступные металлы для сварки (Fe, FluFe, Ss, FluSs, Al, AlMg, AlSi, CuSi, CuAl).
После выбора предыдущих параметров, на основном экране меню вы сможете:
- Отрегулировать сварочное напряжение.
- Настроить скорость подачи проволоки.
- Arc Length – Это регулировка длины дуги, диапазон от -10 до +10.
В нижней строке экрана можно выбрать и настроить:
- Выбрать рекомендации по толщине свариваемого изделия в мм.
- Выбрать режим работы сварочной горелки горелки: 2T/4T/S4T/SPOT/S2T.
- Произвести настройку индуктивности.


В зависимости от выбранного металла и режима работы горелки, нажатием на правую кнопку меню, вы сможете настроить все необходимые параметры для сварки. Классическая осциллограмма будет дополнена расширенной установкой параметров в режиме PULSE или DUAL PULSE.
Все возможные настройки в режимах одинарного и двойного пульса:
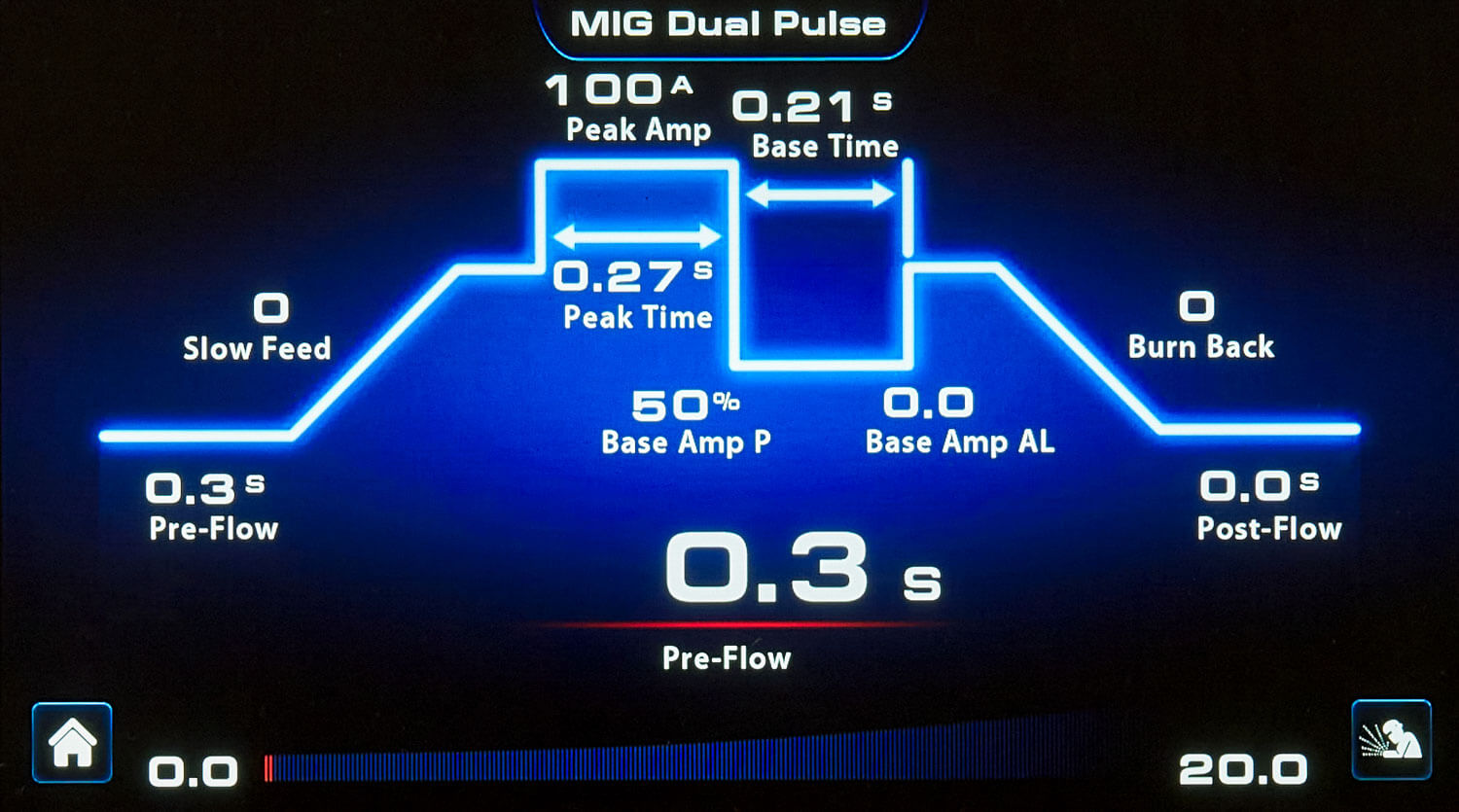
P – Welding current percentage (Сварочное напряжение в процентах).
AL – Arc length correction (Корректировка длины дуги).
- Pre-Flow – от 0 до 20 сек.
- Slow Feed – от 0 до 10.
- Start Amp P – от 1 до 200%.
- Start Amp AL (Длина дуги стартовых ампере до базового тока) – от -10 до +10.
- Start Amp Time – от 0 до 20 сек.
- Peak Amp – от 60 до 200 Aмпер.
- Peak Time – от 0,01 до 20 сек.
- Base Amp P – от 1 до 200%.
- Base Time – от 0,01 до 20 сек.
- Base Amp Al – от -10 до +10.
- Burn Back (Дожиг проволоки) – от 0 до 10.
- Post-Flow – от 0 до 20 сек.
Дополнительную информацию о технических характеристиках, комплектации и фотографии нового аппарата ПТК HANKER MIG 350S DP LCD H43 доступны в карточке с товаром.



