Настройки и функции в аппарате ПТК HANKER MULTIWAVE TIG 320 P AC/DC LCD H45
Промышленный аппарат ПТК HANKER MULTIWAVE TIG 320 P AC/DC LCD H45 может производить сварку в режиме SMART TIG, LIFT TIG и TIG HF, сварку на постоянном и переменном токе, с пульсом и без. Имеет несколько форм волны. Ниже мы рассмотрим все функции аппарата и его настройки более подробно.
Описание передней панели ПТК HANKER MULTIWAVE TIG 320 P AC/DC LCD H45

- Многофункциональный LCD дисплей
- Энкодер управления
- Правая и левая кнопки выбора функций аппарата
- USB слот
Основное меню аппарата
Settings (Настройки) / MMA (Ручная Дуговая Сварка) / LIFT TIG (Поджиг касанием) / HF TIG (Высокочастотный поджиг) / TIG SMART SET (Синергетический TIG режим).
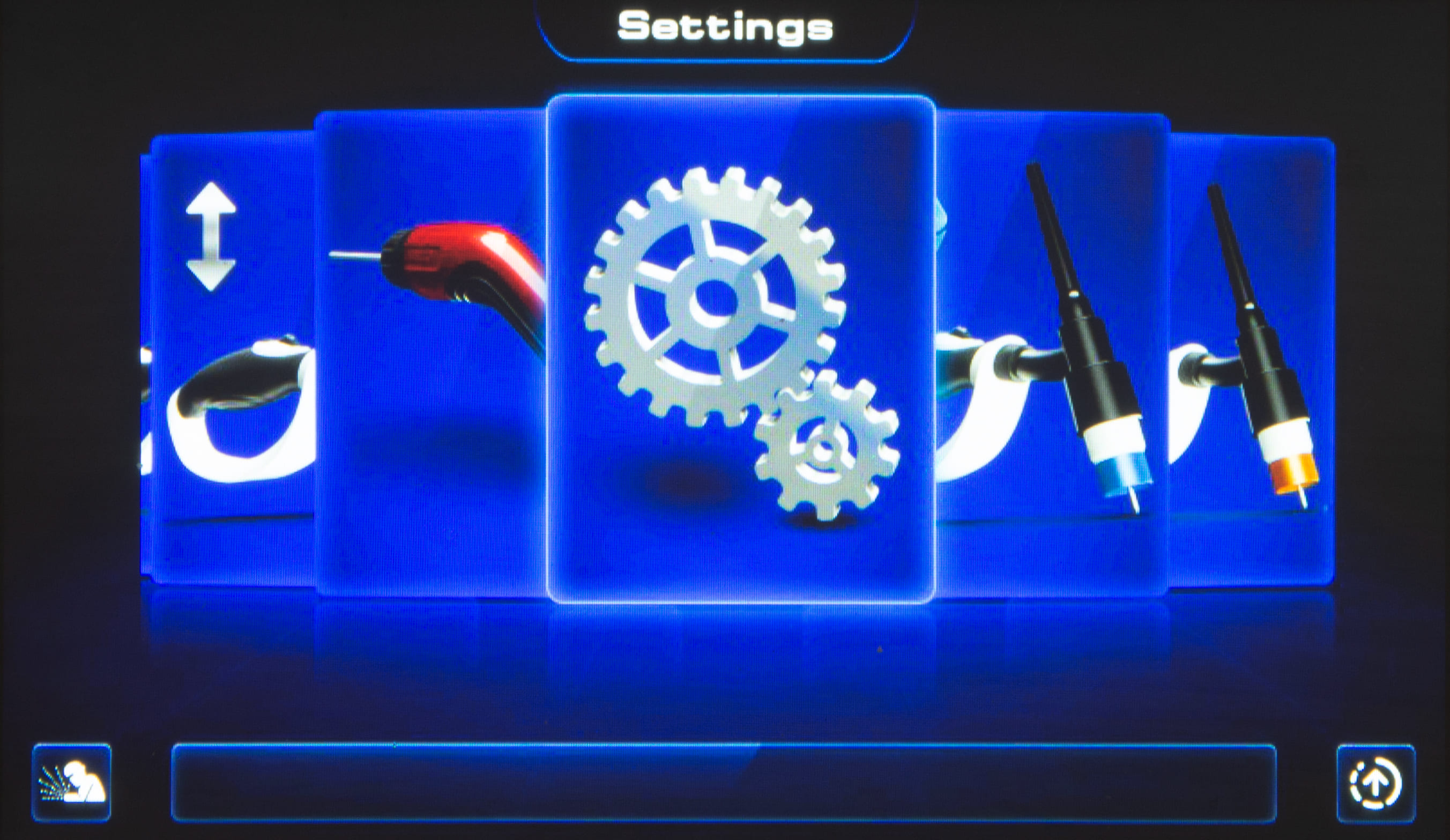
Settings (Настройки) - шестеренки на экране аппарата. Основное меню аппарата делится на две вкладки: вкладка GENERAL (Общие настройки) и MACHINE (Настройки аппарата).
General (Общие настройки) - нажатие левой кнопки меню
- Language (Выбор языка) - в прошивке, на сегодняшний день, доступен только английский язык.
- Brightness (Яркость) - регулирует яркость дисплея. Шкала регулировки от 1 до 10.
- Beeper (Звуковой сигнал) - возможность включения и отключения звукового сигнала энкодера, кнопок меню и подтверждение выбранных функций. Если вы работаете в тихом помещении, звуковой сигнал можно не использовать, если вокруг шум (цех, производство, работа компрессора, плазмы) - звуковой сигнал можно включить.
- Unit (Единица измерения) - возможность выбрать метрическую систему или британскую имперскую систему (дюймовую). В зависимости от вашего выбора, некоторые параметры будут отображаться либо в сантиметрах/миллиметрах, либо в дюймах.
- Information (Информация) - информация о дате сборки аппарата и установленной прошивки.
- Factory Reset (Сброс до заводских настроек) - активировав эту функцию, вы сбросите аппарат до заводских настроек. Все установленные новые прошивки (устанавливаются в сервисом центре), а также сохраненные параметры сварки, будут стерты.
- Program Update (Обновление прошивки) - обновление программного обеспечения производится только в сервисом центре.
MACHINE (Настройки аппарата) - нажатие правой кнопки меню
- Cooling (Выбор охлаждения) - на выбор два варианта: Gas (Воздушное охлаждение) и Water (Водяное охлаждение). Аппарат оснащен блоком водяного охлаждения, если вы подключили горелку с водяным охлаждением - переключитесь в меню на водяное охлаждение. При работе горелкой с воздушных охлаждением - выбирайте в меню воздушное охлаждение.
- Fan (Вентилятор) - доступны два режима вентилятора охлаждения: NORMAL (Постоянный) и Smart (Умный). Режим NORMAL - вентилятор будет включен постоянно, охлаждение плат и узлов аппарата будет всегда, пока аппарат включен, не зависимо от того, происходит сварка или аппарат бездействует. Такой режим рекомендуется выбирать при интенсивной сварке, в пыльных помещениях. Режим SMART - вентилятор охлаждения запускается только при срабатывании датчика нагрева (установлен в аппарате). Когда температура плат и узлов приближается к максимально допустимой, аппарат переводит вентилятор из режима покоя в рабочее состояние. Вентилятор охлаждения будет работать пока температура не снизится, после чего уйдет в покой. При бездействии, подключенного в сеть аппарата, система периодически будет запускать вентилятор на непродолжительное время, охлаждая процессор.
- Wireless Foot Control (Беспроводное подключение педали) - режим подключения беспроводной педали и/или беспроводного пульта управления. Включите педаль/пульт - выберите на экране аппарата одну из ячеек (WIRELESS FOOT PEDAR - беспроводная педаль или WIRELESS REMOTE CONTROL - беспроводной пульт управления). Поднесите педаль/пульт к аппарату. Нажмите на педаль или любую кнопку на пульте - ваши устройства синхронизируются с аппаратом. Ячейка станет зеленой. Педаль/пульт синхронизируются с аппаратом с помощью Bluetooth соединения, бесперебойный отклик - до 10 метров.
- Remote Control (Дистанционное управление) - Вкл/Выкл.
Как сохранить и загрузить параметры сварки?
Аппарат рассчитан на 20 слотов памяти.
Сохранение параметров

Настроив нужные вам параметры сварки, удерживайте левую кнопку меню в течение 3-х секунд, после чего вы окажетесь на экране сохранения параметров. В верхней части экрана, по центру, вы увидите слово SAVE (Сохранение). Крутите энкодер (по часовой стрелке), внизу экрана будут отображаться слоты памяти. Выбрав свободный слот, нажмите один раз правую кнопку меню. Ваши параметры успешно сохранены в память.
Загрузка параметров

Удерживайте левую кнопку меню в течение 3-х секунд, после чего вы окажетесь на экране сохранения параметров - в верхней части экрана, по центру, вы увидите надпись SAVE (Сохранение). Чтобы загрузить сохраненные ранее параметры, крутите ручку энкодера, внизу экрана будут отображаться слоты памяти. Выбрав нужный вам слот, нажмите на энкодер и удерживайте в течение 3-х секунд. В верхней части экрана, по центру, вы увидите, как слово SAVE (Сохранение) сменится на LOAD (Загрузка). После чего, нажмите один раз правую кнопку меню. Ваши ранее сохраненные параметры успешно загружены.
Перезапись слотов
Аппарат рассчитан на 20 слотов памяти. Если все слоты заняты ранее сохраненными параметрами, вам необходимо удалить один из параметров и записать на него новый. Для записи новых параметров, поверх старых, рекомендуем выбрать редко используемый слот и записать на него ваш новый. Процедура записи нового параметра на заполненный слот, ничем не отличается от записи в пустую ячейку. С той лишь разницей, что на экране будет отображаться ваш параметр, который вы сотрете, записав на него новый.
Режим ММА
В главном меню аппарата, с помощью энкодера, выберите сварку в режиме MMA. Подтвердите свой выбор нажатием на энкодер. Аппарат может сваривать электродом как в простом режиме DC (постоянный ток), так и в режиме квадратной формы волны.
Настройки режима MMA
Сварочный ток регулируется энкодером. При плавном вращении энкодера значения будут отображаться с добавлением 1 Ампер, такой способ позволит задать точный сварочный ток. Если вам необходимо ускорить процесс, резко прокрутите энкодер и параметры сварочного тока (Амперы) будут добавляться десятками. Значения сварочного тока отображаются на экране, в левом цифровом круге в Амперах. Значения в Вольтах, отображаются в правом цифровом круге.
Для выбора формы волны (квадратная) или простого постоянного тока DC, на главном экране в режиме MMA, нажмите энкодер 2 раза, и, в правом нижнем углу, вы сможете вращая энкодер выбрать нужный вам параметр. Подтвердите свой выбор однократным нажатием на энкодер.
Во время выставления значений сварочного тока, в центральной части экрана, между цифровыми экранами Ампер и Вольт, будет отображаться подсказка, какой оптимальный диаметр сварочного электрода подходит под тот или иной ток сварки.
Минимальный сварочный ток 10 Ампер, максимальный 320 Ампер. Аппарат будет рекомендовать вам использовать электроды диаметром от 1,6 мм до 5,0 мм. Такая подсказка является лишь рекомендацией и не является обязательной.
Расширенные настройки в режиме MMA
Находясь на экране режима MMA, нажмите правую кнопку меню. Вы окажетесь на экране расширенных настроек. Перед вами отобразятся три столбчатые диаграммы. В каждой из них все параметры задаются вращением энкодера, а каждое подтверждение выбранных параметров - нажатием на энкодер. После каждого подтверждения, вы будете переходить на следующую настройку.
Шаг первый. HOT START (Горячий старт)
Параметр Hot Start (Горячий старт). Диаграмма - красная. Горячий старт отображается в процентном соотношении от силы тока. Пример: если базовый ток установлен 100 Ампер, а горячий старт 70%, то горячий старт будет 170 Ампер.
Следующее нажатие на энкодер. Диаграмма - зеленая. Установка времени горячего старта от 0,5 до 5 сек. Эта настройка определяет время сколько будет длиться горячий старт.
Шаг второй. Сварочный ток
Выставление Ампер. Диаграмма - красная. Сварочный ток от 10 до 320 Ампер.
Шаг третий. ARC FORCE (Форсаж дуги)
Настройка Форсажа дуги. Значения тока от 0 до 100. Шаг прокрутки ±10.
Режим SMART TIG (Умный TIG)
Режим SMART TIG (Умный TIG) - помощник начинающему сварщику. Режим поможет по заданным параметрам подобрать оптимальный сварочный ток и настроить сопутствующие настройки. В процессе сварки, вы сможете изменять предложенные параметры, внося свои корректировки, например добавлять или убавлять сварочный ток. Режим SMART TIG (Умный TIG) - носит рекомендательный характер, так как многое зависит от сварщика, качества свариваемого материала, качества газа, присадочного крутка, стабильной питающей сети и других факторов. Мы рекомендуем начать ознакомление с аргонодуговой сваркой и возможностями аппарата с помощью этого режима. Набравшись опыта, вы сможете самостоятельно задавать нужные вам параметры в режиме TIG HF или LIFT TIG.
С помощью энкодера в главном меню аппарата, выберите сварку в режиме SMART TIG (Умный TIG). Подтвердите свой выбор нажатием на энкодер.
Шаг первый. Выбор материала
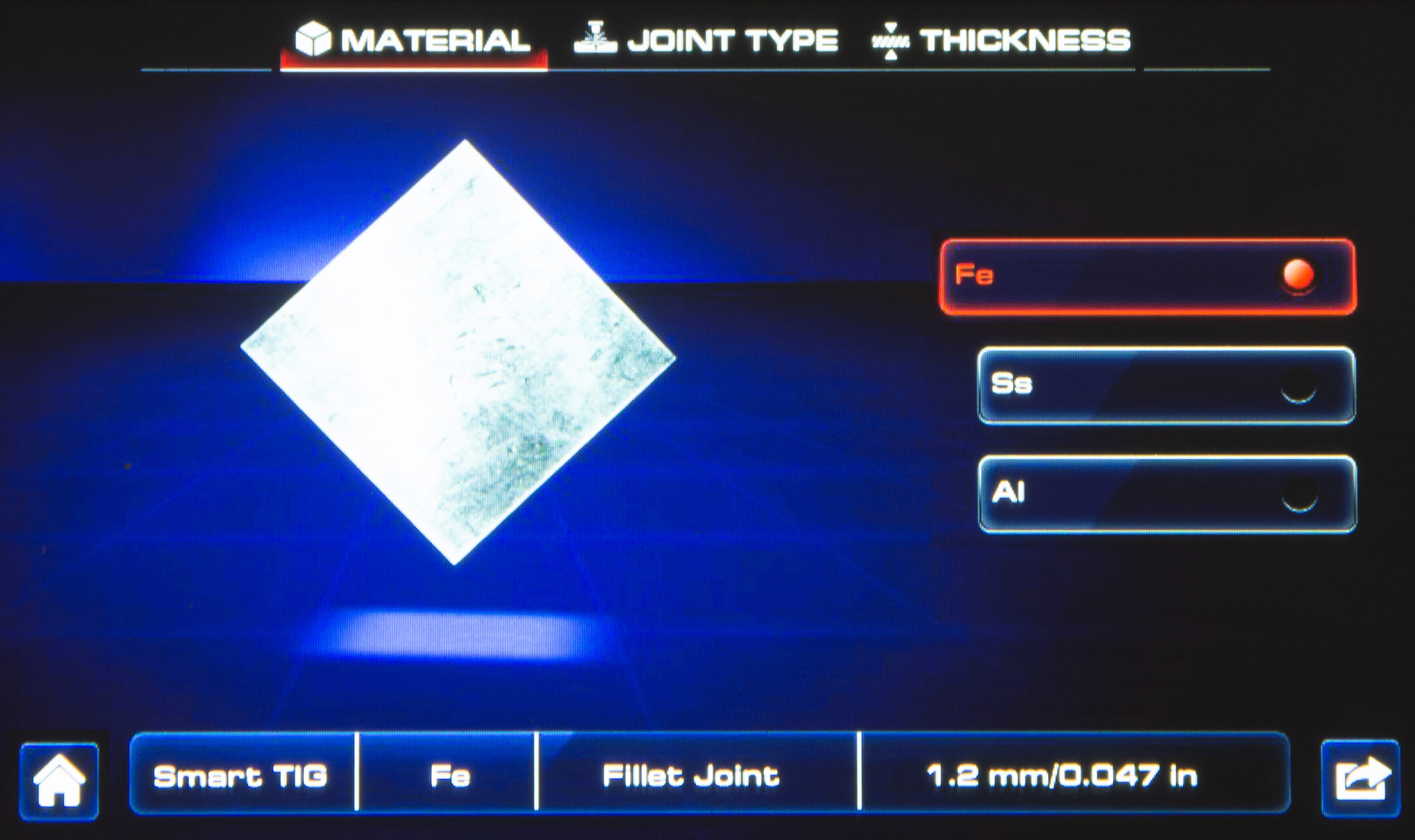
MATERIAL (Материал). Вращая энкодер выберите материал, который вы планируете сваривать. На выбор доступны следующие материалы: Fe (Ferum - железо/сталь), Ss (Stainless Still - нержавеющая сталь), Al (Aluminium - алюминий). Подтвердите свой выбор нажатием на энкодер.
Шаг второй. Выбор типа соединения
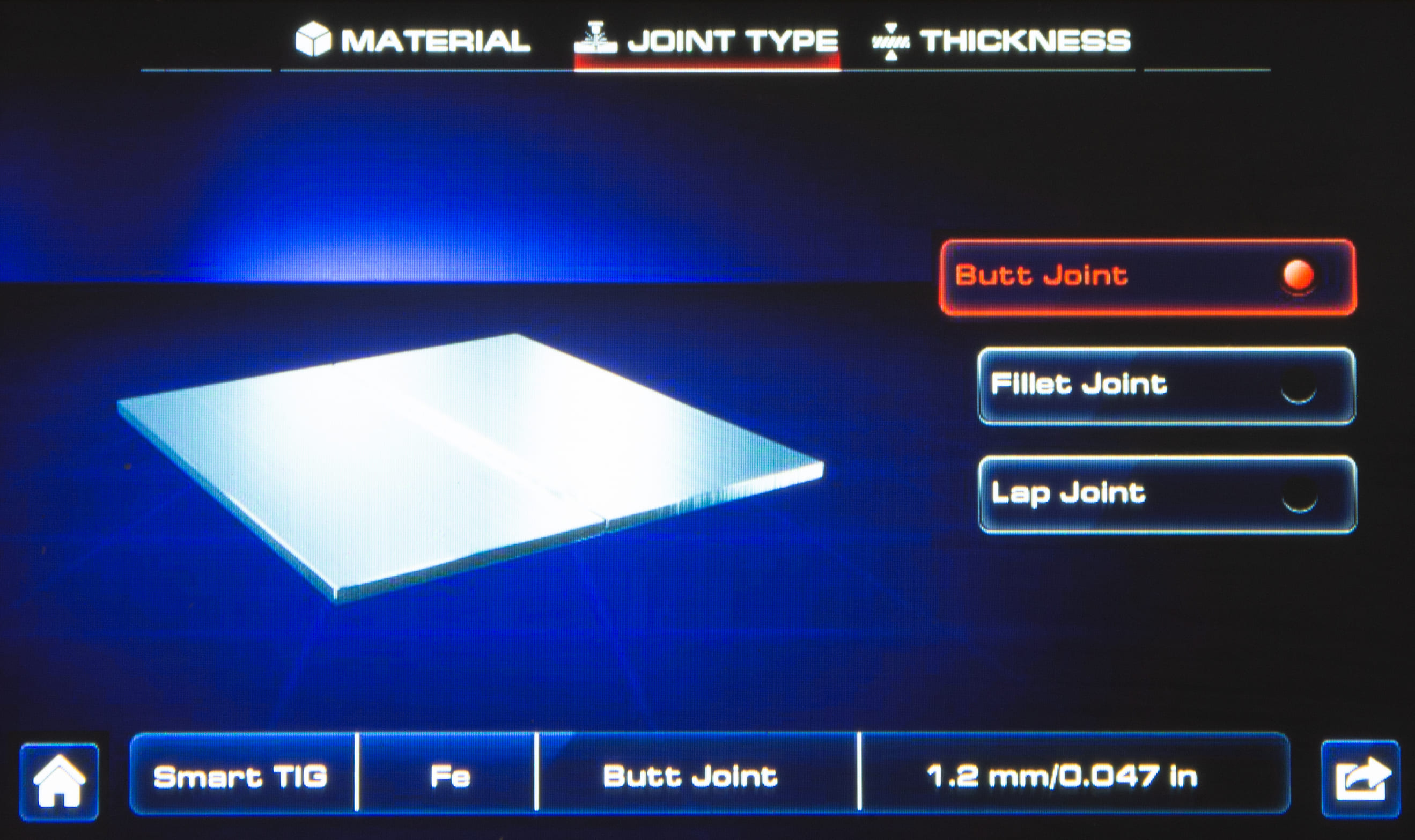
Joint Type (Тип соединения). Вращая энкодер выберите тип соединения. На выбор доступны следующие типы: Butt Joint - встык, Fillet Joint - угловое соединение (тавровое), Lap Joint - внахлест. Подтвердите свой выбор нажатием на энкодер.
Шаг третий. Выбор толщины металла
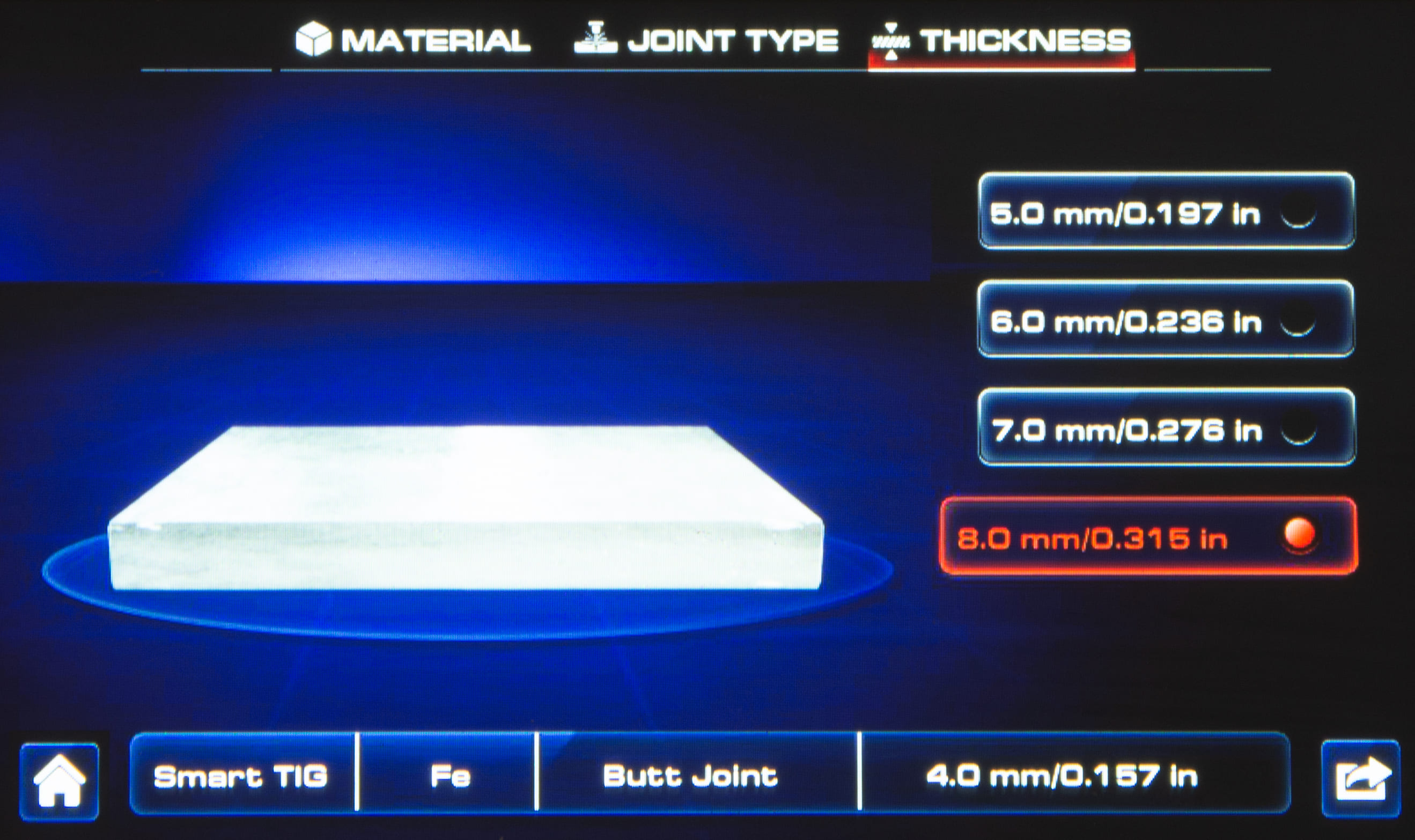
Thickness (Толщина). Вращая энкодер выберите толщину металла от 1 до 14 мм. Толщина указана в миллиметрах и в дюймах. Подтвердите свой выбор нажатием на энкодер.
После настройки первых трех шагов, вы окажетесь на главном экране режима SMART TIG (Умный TIG). В левом цифровом круге будут указаны Амперы, в правом - напряжение в Вольтах. В центральной части экрана будут указаны выбранные параметры. Например: AL (алюминий), Lap Joint (внахлест), 14,0 мм (толщина свариваемого изделия).
В нижней части экрана будут указаны следующие параметры (слева направо): рекомендуемый диаметр вольфрамового электрода, рекомендуемый газ, рекомендуемый расход газа (литры в минуту), выбор режимом горелки (2T/4T/RPT/SPOT), рекомендуемый диаметр присадочного прутка, выбор формы волны, ВКЛ / ВЫКЛ режима пульса.
РЕЖИМЫ MIX AC/DC и EXTRA Fusion
Доступы только при выключенном пульсе!
MIX AC/DC
Смешанный режим (переменный AC + постоянный DC токи).
Режим позволяет настроить ток сварки и пропорцию между переменным и постоянным токами. Это означает, что к сварочному процессу на переменном токе добавляется постоянный ток прямой полярности для достижения большего проплавления, скорости сварки и возможности сварки больших толщин, нежели только при переменном токе. Также, режим позволяет быстрее сформировать сварочную ванну на еще не разогретом изделии, сваривать толстостенные изделия на меньшем токе в сравнении с переменным, т.к. наличие «подмешанного» цикла постоянного тока значительно добавляет тепловложение.
Преимущества смешанного режима AC+DC:
- Сварка толкостенных изделий на меньшем значении сварочного тока в сравнении с режимом AC.
- Очень высокая скорость сварки за счет высокой пропорции постоянного тока DС.
- Быстрое формирование сварочной ванны (актуально для наплавочных работ при ремонте оснастки, инструмента, отливок и прочего).
- Широкий диапазон свариваемых толщин (от 1 до 10 мм). Не рекомендуется превышать 50% составляющей постоянного тока, т.к. это может повлиять на внешний вид сварного шва и механические свойства сварного соединения.
- Диапазон настройки пропорции переменного тока (AC) от 10 до 80%.
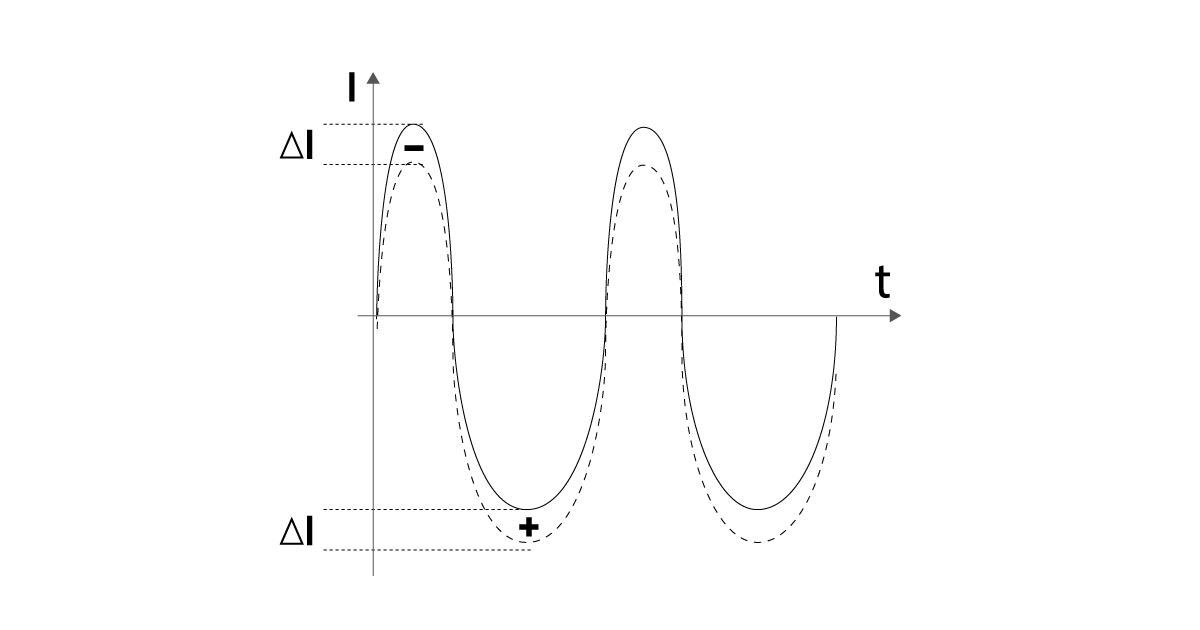
EXTRA Fusion
Настройка дополнительного проплавления (EXTRA Fusion). При регулировке настройки аппарат имеет возможность сдвигать эпюру переменного тока относительно нулевой точки, что позволяет дополнительно к балансу переменного тока получить:
- Контролируемую сварочную ванну.
- Возможность сваривать особо малые толщины.
- Смещение эпюры тока больше в зону очистки.
- Уменьшение разрушения вольфрамового электрода.
- Уменьшение окисления в зоне сварного шва.
- Пределы регулирования смещения от 0 до 80% в сторону положительной составляющей полупериода переменного тока.
Настройка циклограммы и дополнительных режимов в LIFT TIG, SMART TIG и TIG HF
Первое нажатие правой кнопки меню. Вы окажетесь в меню настройки классической циклограммы для TIG сварки. Вы сможете настроить:
В РЕЖИМЕ БЕЗ ПУЛЬСА DC
- Pre-Flow (Предгаз) - диапазон от 0 до 20 сек.
- Start Amp (Стартовый ток) - диапазон от 10 до 320 Ампер.
- Up Slope (Время нарастания тока) - диапазон от 0 до 20 сек.
- Peak Amp (Пиковый ток) - диапазон от 10 до 320 Ампер.
- Base Amp (Базовый ток) - диапазон от 10 до 320 Ампер.
- Down Slope (Спад тока) - диапазон от 0 до 20 сек.
- End Amp (Спад тока) - диапазон от 10 до 320 Ампер.
- Post-Flow (Пост продувка) - диапазон от 0 до 20 сек.
В РЕЖИМЕ ПУЛЬСА AC
- Pre-Flow (Предгаз) - диапазон от 0 до 20 сек.
- Start Amp (Стартовый ток) - диапазон от 10 до 320 Ампер.
- Up Slope (Время нарастания тока) - диапазон от 0 до 20 сек.
- Peak Amp (Пиковый ток) - диапазон от 10 до 320 Ампер.
- Base Amp (Базовый ток) - диапазон от 5 до 200 Ампер.
- Duty (Настройка пульса) - диапазон от 0 до 95 %.
- Frequency (Настройка частоты пульса) - диапазон от 0,5 до 999 Гц.
- Down Slope (Спад тока) - диапазон от 0 до 20 сек.
- End Amp (Спад тока) - диапазон от 10 до 320 Ампер.
- Post-Flow (Пост продувка) - диапазон от 0 до 20 сек.
Второе нажатие правой кнопки меню. Вы окажетесь в меню настройки дополнительных параметров. Вы сможете настроить:
- Balance (Баланс) - диапазон от -5 до +5.
- AC Frequency - диапазон от 50 до 250 Гц.
- Diameter (Диаметр) - выбор диаметра вольфрамового электрода. Диапазон от 1,0 до 4,0 мм.
- MIX AC/DC - подробней о функции ниже. Диапазон от 0 до 80%.
- Extra Fusion - подробней о функции ниже. Диапазон от 0 до 80%.
- Cap Shaping - формирование шарика на вольфраме в режиме AC.
РЕЖИМЫ Q-Start, MULTITACK, Dynamic ARC
В режиме DC, PULSE OFF и SPOT (регулировка Dynamic ARC) у вас появится доступ к настройкам:
- MULTITACK
MULTITACK - диапазон от 0 до 6 Гц. Данный режим предназначен для установки прихваток на особо малых толщинах (например, от 0,6 мм) или при сварке данных толщин методом прихваток (точек). Настройка режима позволяет значительно снизить или вообще уйти от деформаций за счет регулировки времени паузы между сваркой прихваток. Возможность настройки частоты установки прихваток поджигом дуги, чем можно адаптировать режим под необходимую скорость сварки и геометрию сварного соединения.
Настройка режимов Q-Start и Dynamic ARC возможна ТОЛЬКО при значении 0 в режиме MULTITACK.
- Q-Start
Q-Start - диапазон таймера от 0 до 60 сек. Функция Q-Start расшифровывается как «быстрый старт» (Quick Start). Данная функция позволяет смочить свариваемые кромки и собрать их в сварочную ванну при поджиге дуги, т.е. в начале процесса сварки стыка. При активации, сварочный аппарат переходит в режим импульсной дуги, которая имеет таймер для настройки длительности работы. Суть режима заключается в отсутствии прожога тонкостенных свариваемых кромок в момент поджига дуги. Данный режим может эффективно применяться как при малых свариваемых толщинах, так и при нестабильном зазоре между свариваемыми кромками.
- Dynamic ARС
Dynamic ARC - диапазон от 0 до 50 Ампер. Функция «динамическая дуга/активная дуга» (Dynamic Arc). Суть данной функции заключается в том, что сварочный аппарат поддерживает постоянство тепловой мощности (постоянство тепловложения) на сварочной дуге (произведение тока и напряжения). Таким образом, при уменьшении сварочного напряжения (уменьшение длины дуги) - аппарат увеличивает сварочный ток. При увеличении длины сварочной дуги, напротив, аппарат снижает значение сварочного тока. Динамическое изменение сварочного тока настраивается в диапазоне от 10 до 50 Ампер на каждый Вольт изменения длины дуги.
Преимущества данного режима работы:
- Более высокая скорость сварки, в сравнении со стандартным режимом.
- За счет большей сфокусированности сварочной дуги достигается больший коэффициент проплавления.
- Снижение тепловложения в околошовной зоне (зоне термического влияния), что также влечет за собой меньшее окисление нагретых областей изделия.
- Снижение брака. Особенно при сварке корневых проходов, при которых длина дуги может достигать критически малых значений.
Доступные формы волны
- DC (Постоянный ток) - сварка в постоянном токе.
- Square (Квадратная) - квадратная форма волны.
- Sine (Синусойдная) - синусойдная форма волны.
- Tri (Триангулярная) - триангулярная форма волны.
- Squ-Sin (Квадратно-Синусойдная) - квадратно-синусойдная форма волны.
- Squ-Tri (Квадратно-Триангулярная) - квадратно-триангулярная форма волны.
- Sin-Squ (Синусойдно-Квадратная) - синусойдно-квадратная форма волны.
- Sin-Tri (Синусойдно-Триангулярная) - синусойдно-триангулярная форма волны.
- Tri-Squ (Триангулярно-Квадратная) - триангулярно-квадратная форма волны.
- Tri-Sin (Триангулярно-Синусойдная) - триангулярно-синусойдная форма волны.
Режим TIG HF
Режим TIG HF - классический режим бесконтактного поджига дуги. Все параметры вносятся сварщиком самостоятельно. На главном экране аппарата выберите режим TIG HF. Подтверждайте свой выбор нажатием на энкодер.
Шаг первый.
Нажмите на энкодер. В нижней строке меню выберите PULSE ON / PULSE OFF (Пульс ВКЛ / Пульс ВЫКЛ)
Шаг второй.
Нажмите на энкодер второй раз. В нижней строке меню выберите режимы работы:
- Режим работы аргонодуговой горелки 2Т или 4Т.
- Режим PRT. Repeat Mode (Режим повтора) - кратковременно нажмите кнопку на сварочной горелке и переключайте ток между пиковым и базовым значениями.
- Режим SPOT (Точечная сварка) - соединение листового металла внахлест и сварка точками угловых соединений.
РЕЖИМ LIFT TIG
LIFT TIG - режим, при котором дуга на вольфрамовом электроде возбуждается касанием об металл. Такие требования часто применяются на производствах, где не допустимо разжигать дугу высокочастотным поджигом (TIG HF). Например, на объектах атомной энергетики.
Функции режима LIFT TIG полностью дублируется с режимом TIG HF, за исключением режима SPOT, так как невозможно разжечь дугу касанием об металл. Вольфрамовый электрод, установленный в насадку для SPOT сварки, физически не должен касаться металла.