Функционал и настройки аппарата ПТК HANKER TIG 200 P AC/DC LCD H80
В статье подробно рассмотрим настройки меню управления режимами сварки и дополнительный функционал нового аппарата аргонодуговой сварки ПТК HANKER TIG 200 P AC/DC LCD H80.
Аппарат поддерживает сварку на постоянном и переменном токе (AC/DC) с импульсом и без него. Доступны две формы волны формы волны – AC Square Wave (квадратная) и AC Sine Wave (синусоидальная). В оборудовании есть режимы TIG HF и Lift TIG и реализована дополнительная функция ручной дуговой сварки MMA. К аппарату можно подключить педаль дистанционного управления.
Описание дисплея ПТК HANKER TIG 200 P AC/DC LCD H80
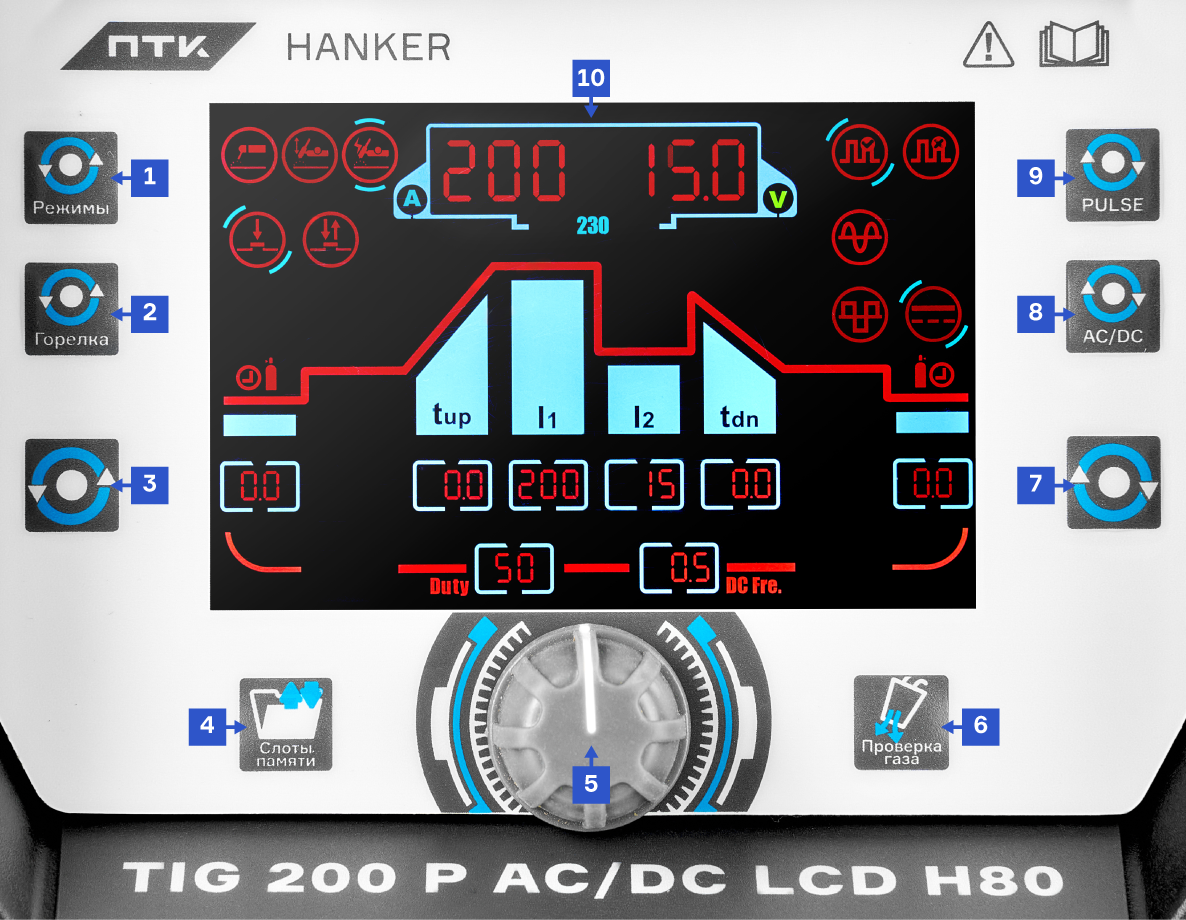
- Выбор режима сварки: MMA / Lift TIG / HF TIG
- Выбор режима управления сварочной горелкой: 2T / 4T / RPT / Spot
- Кнопка регулировки параметров сварки (по часовой стрелке)
- Кнопка сохранения и загрузки программ сварки
- Энкодер управления значениями параметров сварки
- Кнопка проверки подачи защитного газа
- Кнопка регулировки параметров сварки (против часовой стрелки)
- Переключение между режимом DC и AC
- Включение/выключение импульсного режима
- Многофункциональный цифровой дисплей
Обозначение иконок на цифровом дисплее

- Ручная дуговая сварка MMA
- Lift TIG – сварка с поджигом касанием
- HF TIG – сварка с бесконтактным поджигом высокочастотным импульсом
- 2T режим работы сварочной горелки
- 4T режим работы сварочной горелки
- RP (Repeat) – режим циклического повторения сварочной циклограммы
- SPOT – сварка точками.
- PULSE ON – режим импульсной сварки включён
- PULSE OFF – режим импульсной сварки выключен
- Постоянный ток
- AC Square Wave – переменный ток с квадратной формой волны
- AC Sine Wave – переменный ток с синусоидальной формой волны
Циклограмма аппарата ПТК HANKER TIG 200 P AC/DC LCD H80
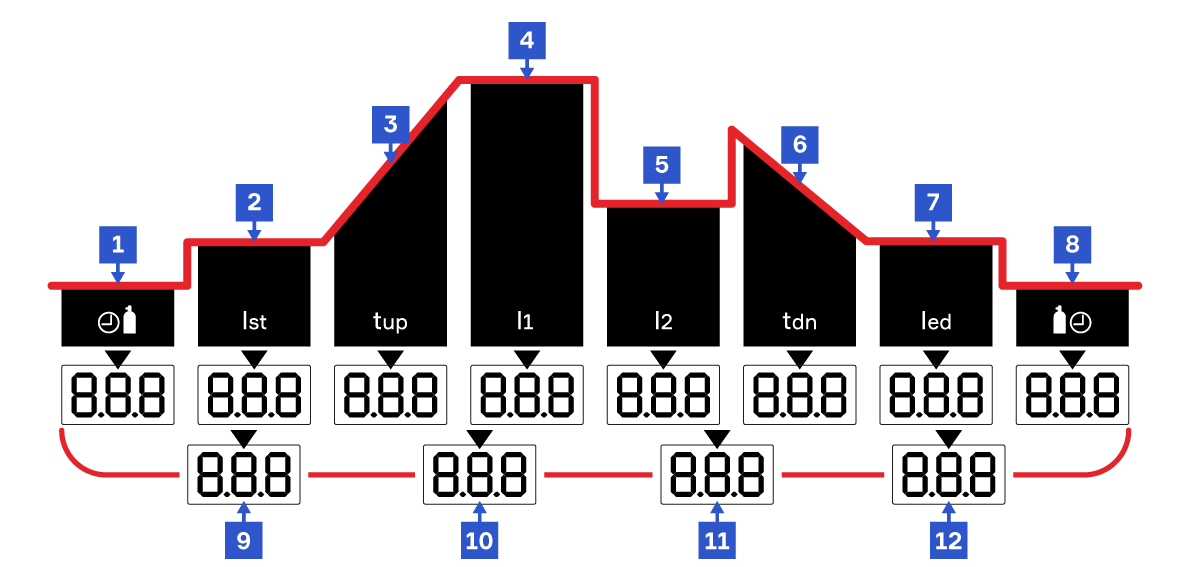
- Время подачи газа перед сваркой (сек)
- Стартовый ток (А)
- Время нарастания тока (сек)
- Пиковый ток (А)
- Базовый ток (А)
- Время снижения тока (сек)
- Ток заварки кратера (А)
- Время подачи газа посоле сварки (сек)
- Баланс (%)
- Скважность (%)
- Пульс (Гц)
- Частота переменного тока (Гц)
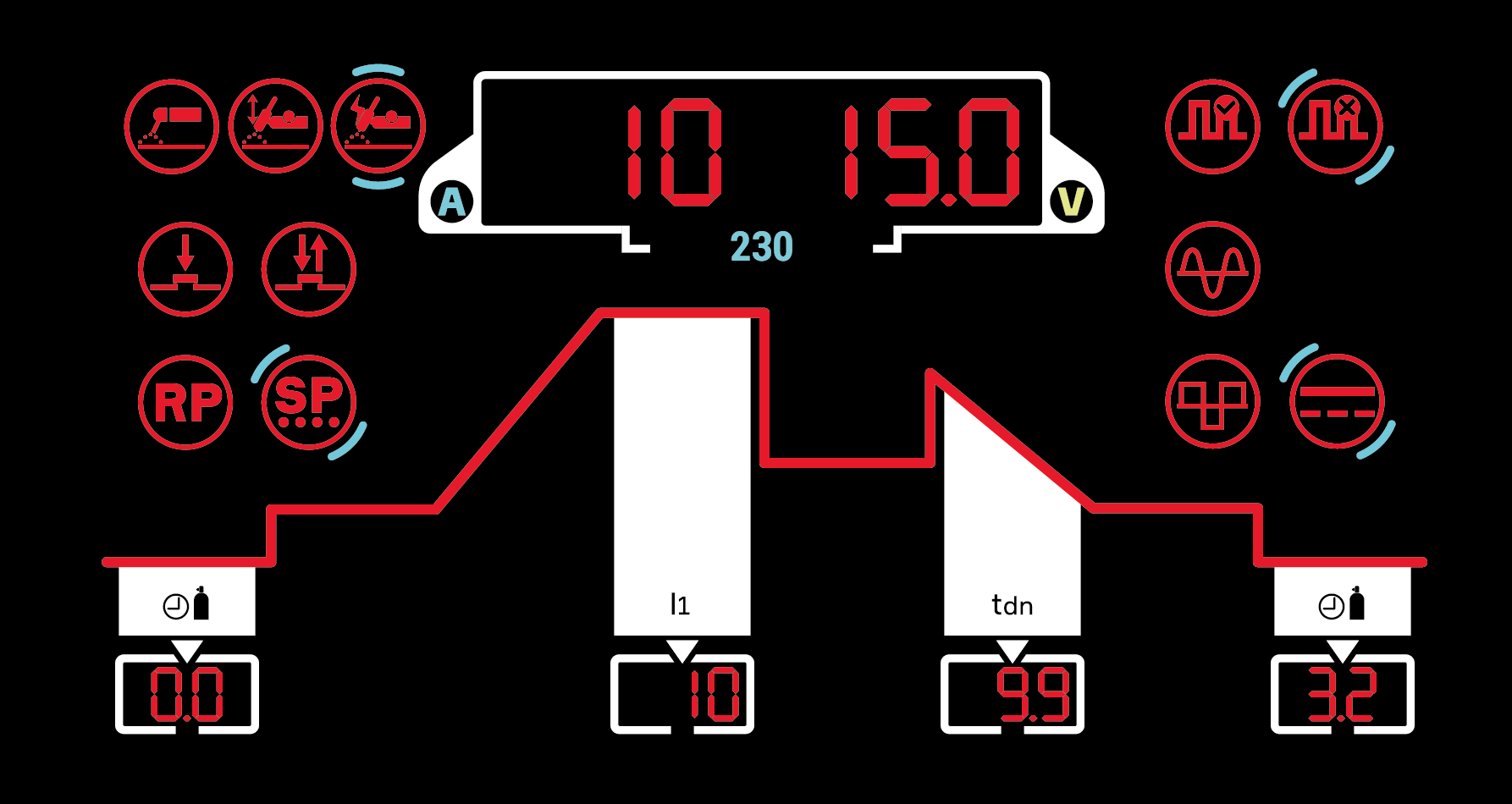
Режим ММА AC
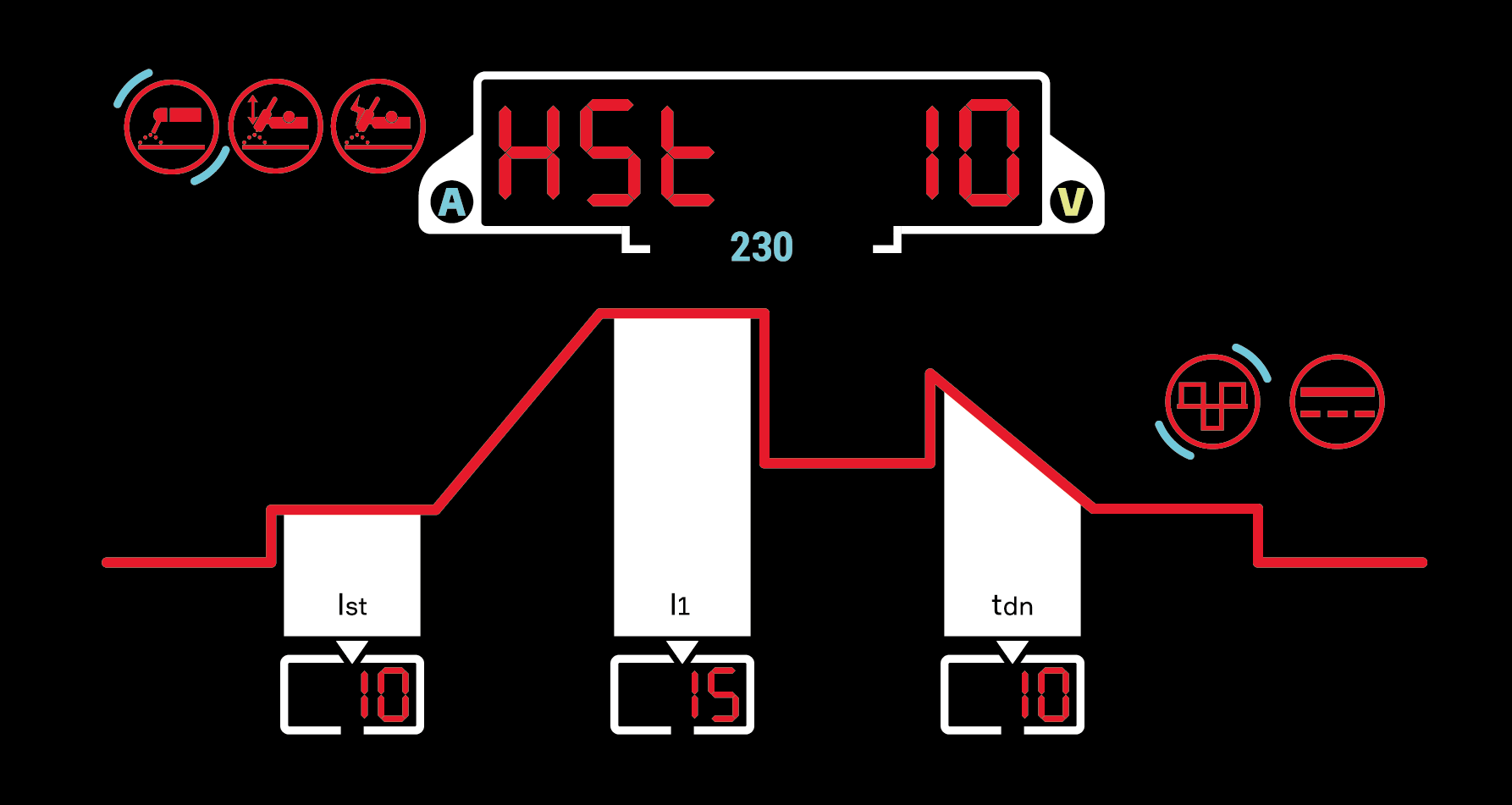
- Ist – (Hst) – Горячий старт. Диапазон регулировок от 0 до 10.
- I1 – Сварочный ток в Амперах. Диапазон регулировок от 0 до 200А.
- Tdn (Arc) – Форсаж дуги. Диапазон регулировок от 0 до 10.
Режим ММА DC
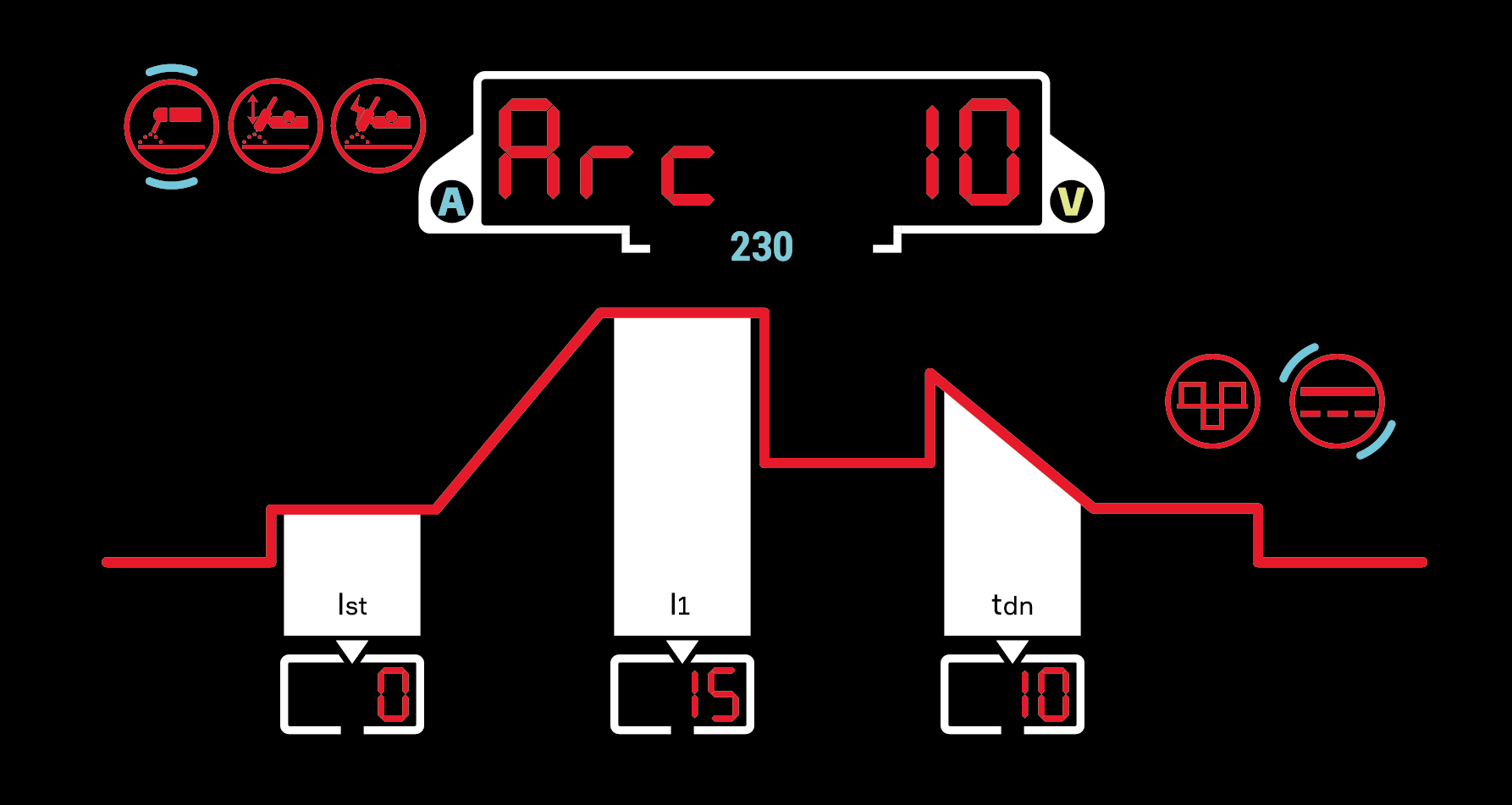
- Ist – (Hst) – Горячий старт. Диапазон регулировок от 0 до 10.
- I1 – Сварочный ток в Амперах. Диапазон регулировок от 0 до 200А.
- Tdn (Arc) – Форсаж дуги. Диапазон регулировок от 0 до 10.
Режимы аргонодуговой сварки TIG PULSE
В режиме можно сваривать в токах АC и DC. Для тока AC PULSE доступны две формы волны – синусоидальная и квадратная. В режиме DC PULSE – стандартный пульс и отсутствуют регулировки Баланса, Частоты переменного тока.
Обратите внимание, что в режиме 2Т отсутствует выбор Стартового тока, Тока заварки кратера. В режиме LIFT TIG AC PULSE 2Т отсутствует выбор Стартового тока, Тока заварки кратера. В режиме LIFT TIG DC PULSE 2Т отсутствует выбор Стартового тока, Тока заварки кратера, Баланса и Частоты переменного тока.
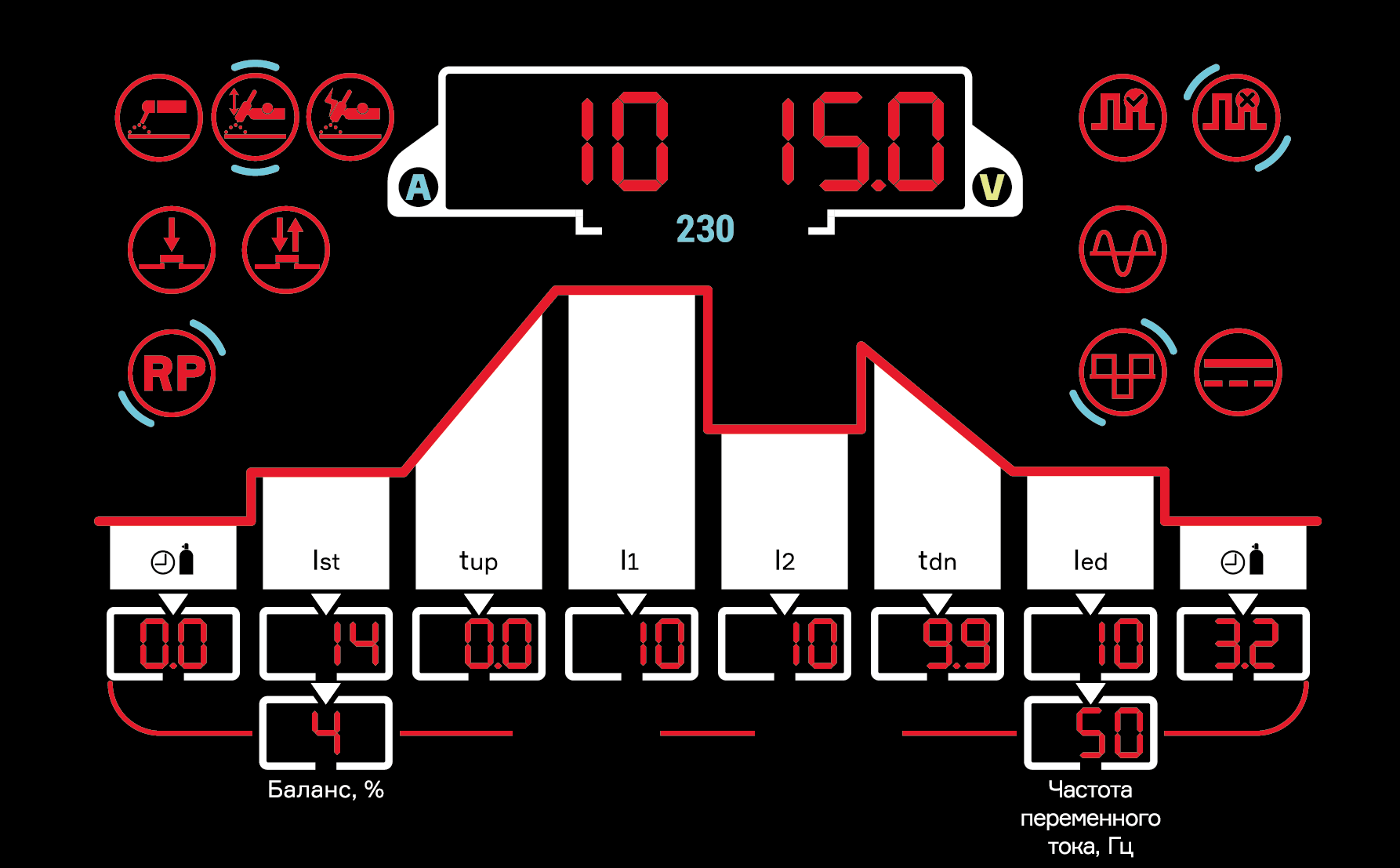
TIG PULSE AC
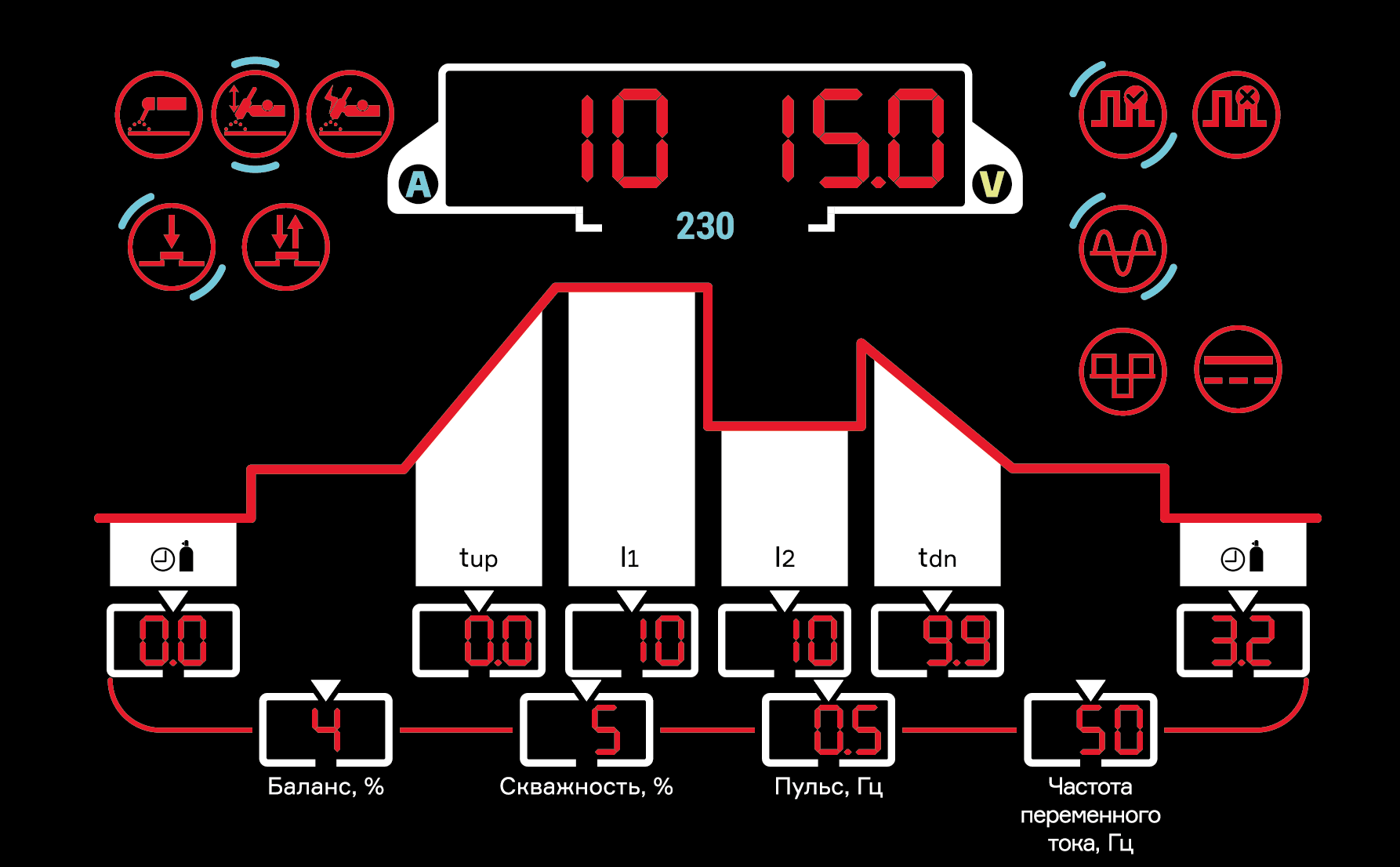
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Баланс – диапазон регулировок от -5 до +5%.
- Скважность – диапазон регулировок от 5 до 95%.
- Пульс ГЦ – диапазон регулировок от 0,5 до 100. Регулировка шага с 0,5 до 5,0 по 0,1 Гц, с 5,0 до 100 по 1 Гц.
- Частота переменного тока – диапазон регулировок от 50 до 250 Гц, шаг 1 Гц.
TIG PULSE DC
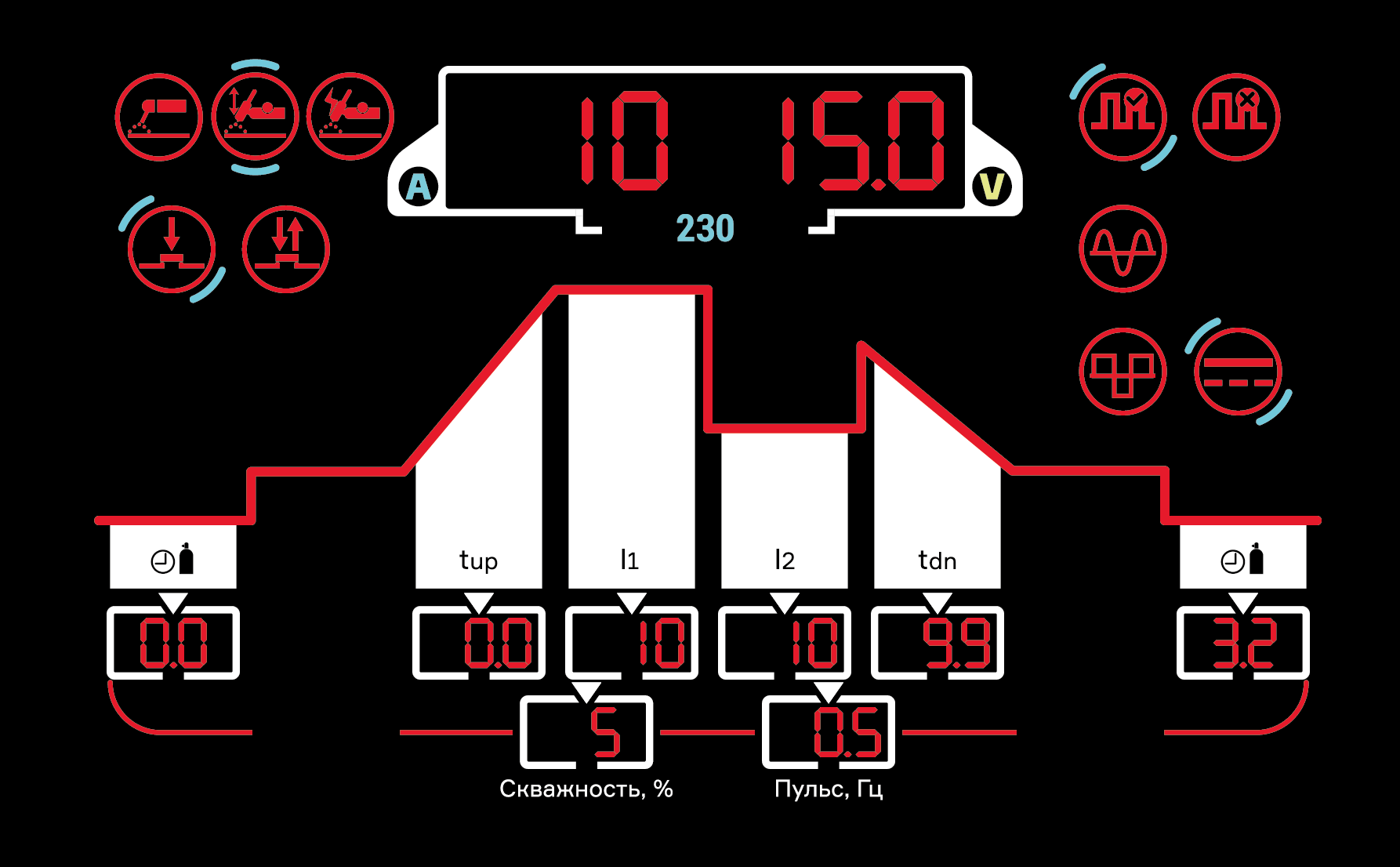
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Скважность – диапазон регулировок от 5 до 95%.
- Пульс ГЦ – диапазон регулировок от 0,5 до 999. Регулировка шага с 0,5 до 5,0 по 0,1 Гц, с 5,0 до 999 по 1 Гц.
TIG AC PULSE OFF
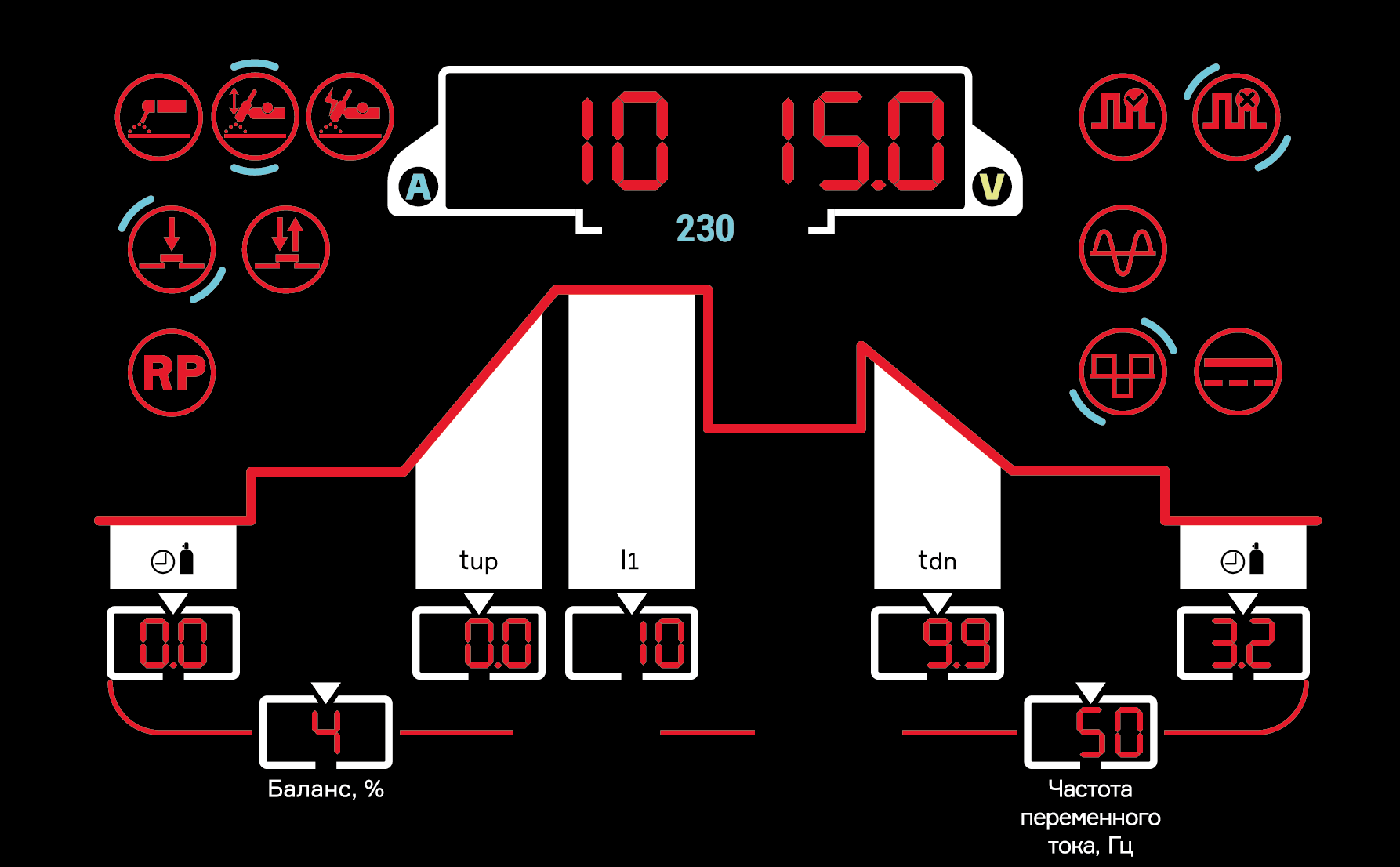
В режиме TIG AC PULSE OFF можно выбирать 2 формы волны – AC Square Wave (квадратная) и AC Sine Wave (синусоидальная).
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Баланс – диапазон регулировок от -5 до +5%.
- Частота переменного тока – диапазон регулировок от 50 до 250 Гц, шаг 1 Гц.
TIG DC PULSE OFF
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
TIG AC PULSE OFF REPEAT
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Баланс – диапазон регулировок от -5 до +5%.
- Частота переменного тока – диапазон регулировок от 50 до 250 Гц, шаг 1 Гц.
TIG DC PULSE OFF REPEAT
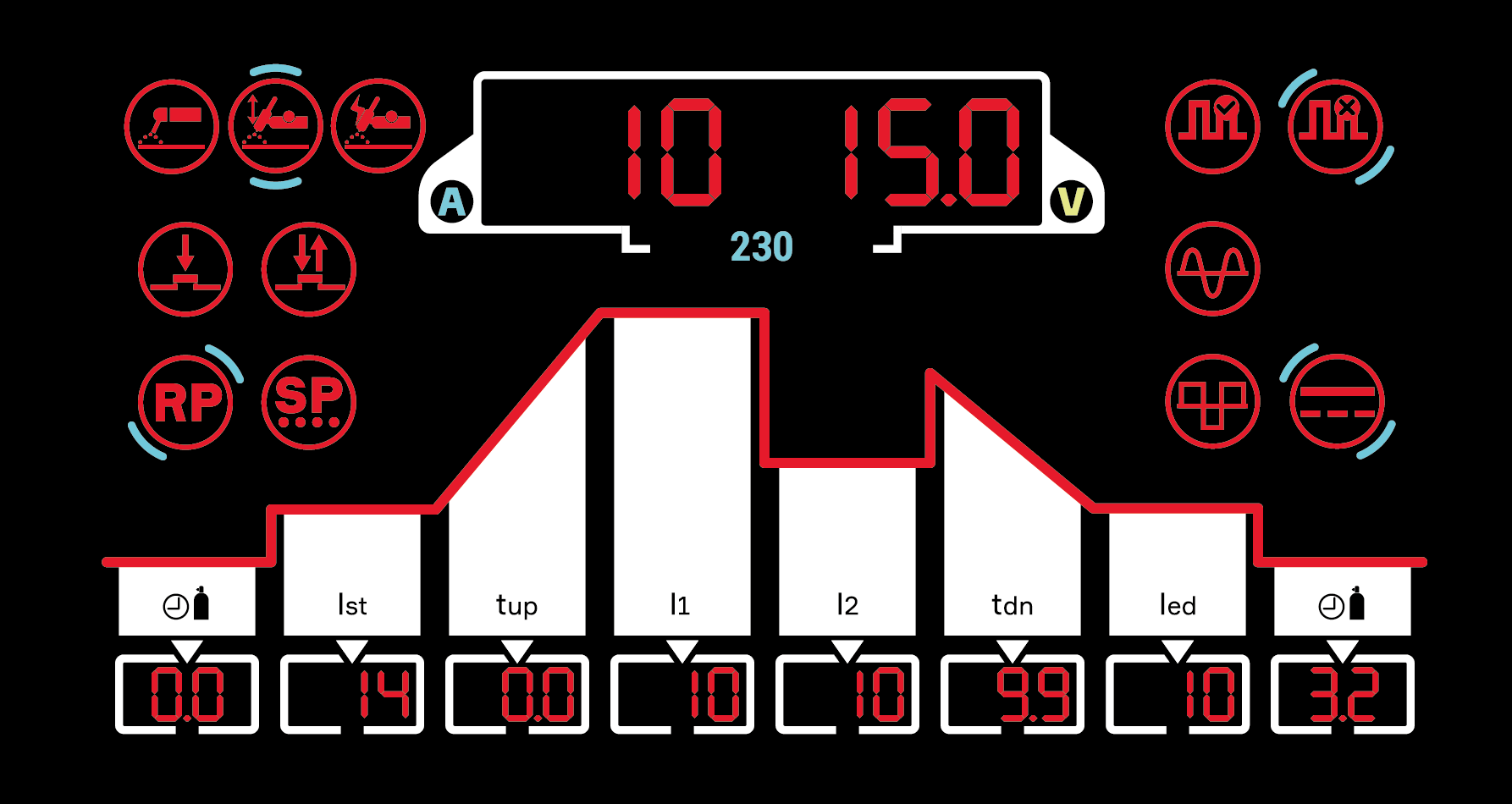
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
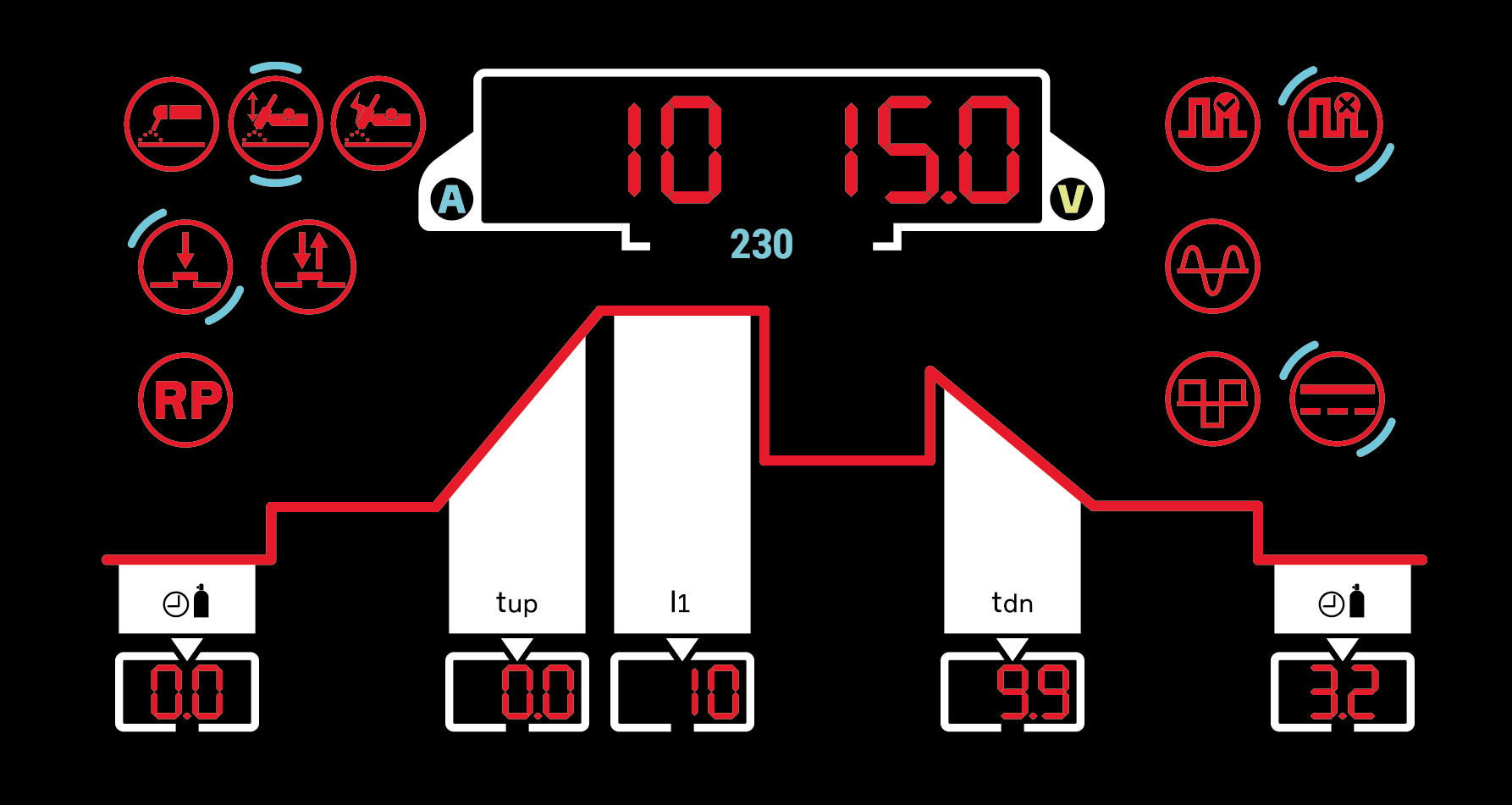
TIG AC PULSE OFF SPOT
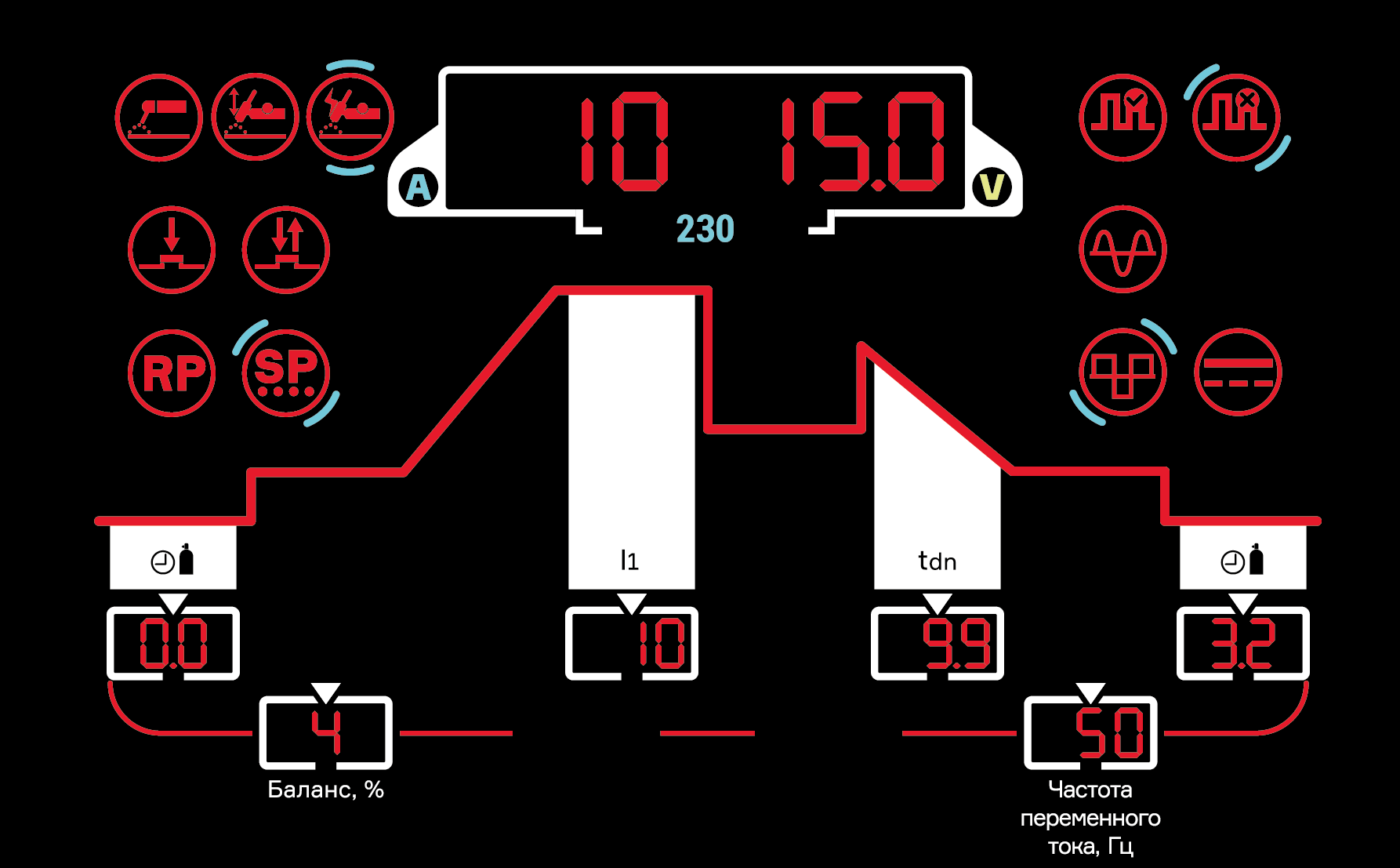
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
TIG DC PULSE OFF SPOT
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Баланс – диапазон регулировок от -5 до +5%.
- Частота переменного тока – диапазон регулировок от 50 до 250 Гц, шаг 1 Гц.
Видео
Больше подробной информации о новом аппарате аргонодуговой сварки ПТК HANKER TIG 200 P AC/DC LCD H80 вы найдёте в индивидуальной карточке с товаром.