Детальный разбор аппарата ПТК МАСТЕР MIG S
Сварочные аппараты ПТК МАСТЕР MIG S предназначены для полуавтоматической сварки в среде защитных газов с дополнительной полноценной функцией ручной дуговой сварки (MMA).
Инверторы ПТК МАСТЕР MIG 160 S16, MIG 180 S18 и MIG 200 S20 относятся к серии профессионального сварочного оборудования, предназначены для сварки стальных конструкций, в том числе из алюминиевых сплавов, а при смене полярности могут сваривать металлы порошковой проволокой. Металлический механизм подачи проволоки встроен в корпус аппарата, и рассчитан на установку катушки с проволокой весом до 5 кг.
Высокий КПД аппарата обеспечивает значительную экономию электроэнергии. В полуавтомате предусмотрена плавная регулировка силы тока. Металлический корпус сварочного инвертора защищает внутренние узлы от механических повреждений, а тоннельная схема охлаждения позволяет использовать оборудование без отрыва от производства, охлаждая все важные узлы и платы. Совокупность реализованных в аппарате функций и технологий позволяет добиться максимально качественного сварного шва.
Цифровые дисплеи для контроля параметров сварки
- Цифровой дисплей сварочного тока — показывает величину тока во время сварки. Электрическая дуга в процессе сварки является важным рабочим элементом, посредством которой осуществляется расплавление кромок свариваемых деталей. Поэтому свойства и характеристики силы сварочного тока имеют большое практическое значение. Для качественной сварки изделий с различными толщинами нужно грамотно выбирать соответствующие режимы сварки, одним из параметров которых является сила тока сварочной дуги. Для контроля регулировки силы тока предусмотрен дисплей с отображающимися цифровыми параметрами.
- Цифровой дисплей напряжения дуги — показывает величину напряжения дуги во время сварки. Стабильное поддержание длины сварочной дуги от начала и до конца процесса сварки напрямую влияет на качество швов. Чем короче дуга, тем более качественный шов можно получить в итоге. Для контроля величины напряжения дуги, от которой зависит длина дуги, в аппарате предусмотрен дисплей. На нем отображаются цифровые параметры напряжения.
Регуляторы для настройки параметров сварки
- Регулятор индуктивности — позволяет дополнительно регулировать жесткость сварочной дуги, в зависимости от требований технологии сварки. Для уменьшения разбрызгивания металла во время сварки необходимо сделать более плавными вольт-амперные характеристики сварочной дуги. При помощи регулятора индуктивности можно добиться значительного уменьшения количества брызг металла и более качественного провара корня шва.
- Регулятор сварочного тока — позволяет регулировать силу сварочного тока в режиме полуавтоматической и ручной дуговой сварки. Для получения сварного соединения необходимо создать дугу между сварочной проволокой, выходящей из горелки полуавтомата и свариваемым изделием. Ток дуги расплавляет металл, при этом образуется расплавленная ванна между двумя свариваемыми кромками, сварщик формирует шов. После остывания шва получаем крепкое соединение двух металлических деталей. Толщина этих деталей может быть различной, поэтому сварщик должен иметь возможность регулировки сварочного тока. Для этого в аппарате предусмотрен регулятор величины сварочного тока в двух режимах сварки: ММА и MIG/MAG.
- Регулятор сварочного напряжения — позволяет регулировать сварочное напряжение дуги. Величина напряжения сварочной дуги влияет на качество шва. Для хорошего проплавления металла шва и уменьшения высоты его валика используют регулировку напряжения сварочной дуги.
Индикаторы для контроля за работой источника питания
- Индикатор перегрева аппарата — показывает, что аппарат перегружен, и внутренняя температура выше температуры для нормальной работы инвертора. Оборудование выключится автоматически, но вентилятор будет некоторое время работать. Когда температура понизится до нормы, индикатор отключится, и аппарат снова будет готов к эксплуатации.
- Индикатор питания — показывает, что аппарат в исправности, включен и готов к работе. Чтобы сварщик имел возможность быстро определить присутствие или отсутствие напряжения в питающей сети, на аппарате установлен индикатор питания.
Переключатель скоростей подачи проволоки во время сварки
- Во время работы сварщик использует различные режимы сварки, в зависимости от требований технологии сварки. Поэтому он постоянно использует разные скорости для подачи проволоки в зону сварки. Для переключения на большие и малые скорости в аппарате предусмотрен переключатель скоростей «Быстро/Медленно».
Переключатель режимов MIG/MMA
- Данный переключатель используется для выбора способа сварки – MIG (полуавтоматическая сварка) или MMA (ручная дуговая сварка).
Кнопка протяжки проволоки
- Кнопка предназначена для быстрой протяжки проволоки через канал горелки перед сваркой. Данная функция позволяет сэкономить газ.
Гнезда для подключения
- Для подключения сварочного кабеля и кабеля заземления используются гнезда, которые обеспечивают легкое и быстрое подсоединение кабеля к сварочному аппарату. В аппаратах MIG S использованы гнезда байонетного типа 35-50 с полюсами «+» и «-», где предусмотрена возможность смены полярности сварочного тока сварщиком во время работы.
Евроразъем
- Используется для подключения сварочной горелки к полуавтомату.
Розетка 36В
- На задней панели располагается розетка на 36В, которая служит для подключения регулятора с подогревателем газа. Используется для предотвращения замерзания механизмов в регуляторе при больших расходах газа или при низких температурах окружающей среды.
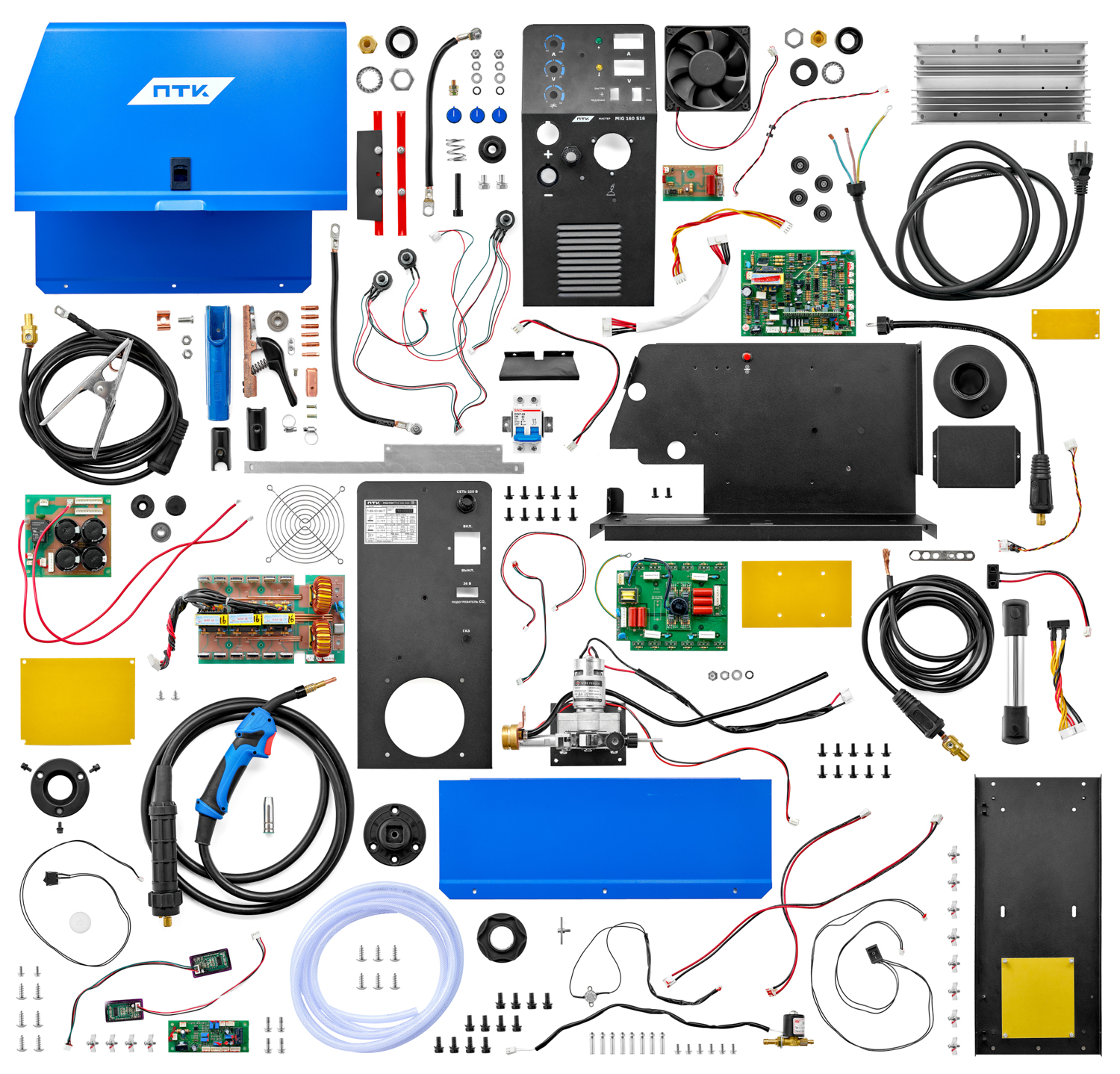
Мы произвели детальный разбор аппарата ПТК МАСТЕР MIG 160 S16 и вот что из этого вышло.
Сварочные аппараты ПТК МАСТЕР MIG S



Комплектующие к аппаратам