
Функционал аппарата ПТК HANKER MULTIWAVE TIG KT230 P AC/DC LCD H73
Аппарат аргонодуговой сварки ПТК HANKER MULTIWAVE TIG KT230 P AC/DC LCD H73 – технологичная новинка в линейке промышленных аппаратов ПТК HANKER. Большой и разнообразный функционал в аппарате ПТК HANKER MULTIWAVE TIG KT230 P AC/DC LCD H73 позволит сварщику выполнить работы любой сложности. На передней панели размещен сенсорный цифровой дисплей, который позволяет быстро настраивать параметры сварки. Все настройки и параметры можно записать в память аппарата.
Описание передней панели ПТК HANKER MULTIWAVE TIG KT230 P AC/DC LCD H73

- Многофункциональный LCD дисплей
- Правый и левый энкодеры управления
- Правая и левая кнопки выбора функций аппарата
- USB слот
- Кнопка сохранения и загрузки сварочных параметров
- Кнопка настройки интерфейса
Кнопки управления на экране
Кнопка сохранения и загрузки сварочных параметров (файл / папка)
Нажав на кнопку «файл / папка», пользователь может активировать функционал сохранения и загрузки сварочных параметров.
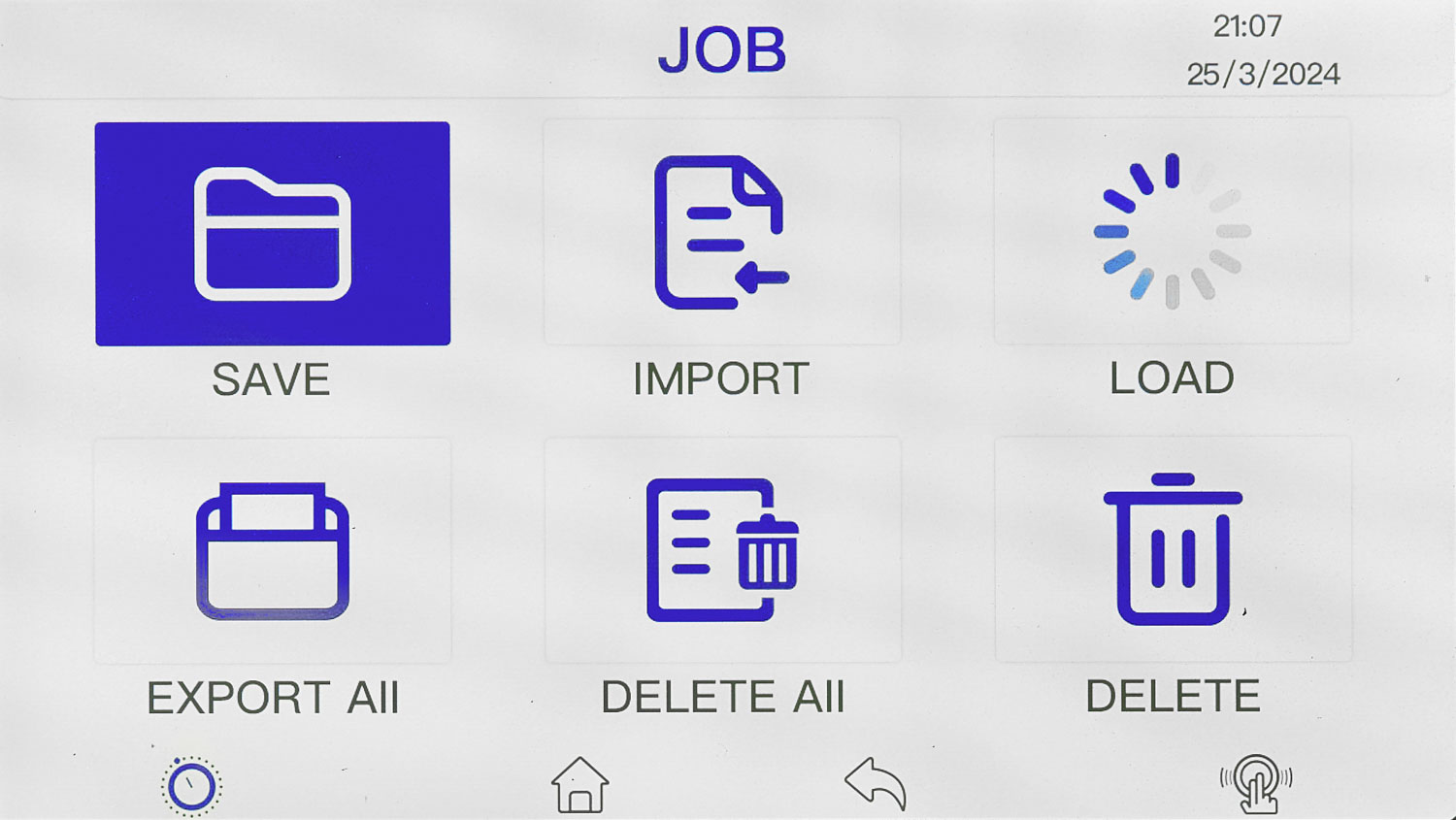
- Save - сохраненные параметры.
- Import - импорт параметров.
- Load - загрузка параметров.
- Export all - экспортировать все параметры.
- Delete All - стереть все параметры.
- Delete - стереть параметры по выбору.
Перезапись слотов
Аппарат рассчитан на 20 слотов памяти. Если все слоты заняты ранее сохраненными параметрами, вам необходимо удалить один из параметров и записать на него новый. Для записи новых параметров, поверх старых, рекомендуем выбрать редко используемый слот и записать на него ваш новый.
Кнопка настройки интерфейса
Нажав на кнопку «шестеренка», пользователь может вызвать панель с вспомогательными настройками интерфейса экрана и других параметров.
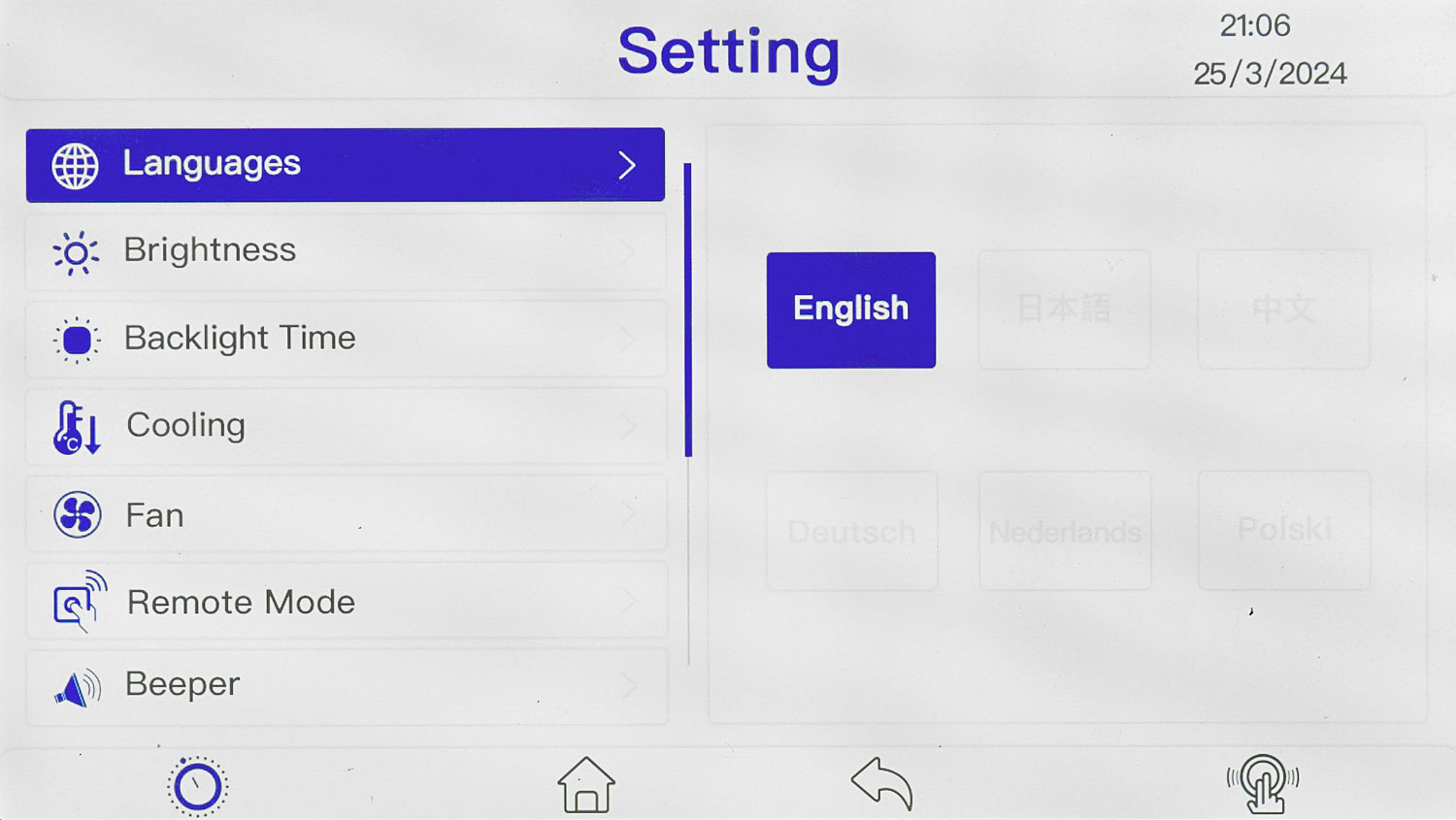
- Languages (Выбор языка) - доступен только английский язык.
- Brightness (Яркость экрана) - плавная регулировка.
- Backlight time (Время активности экрана в реактивном режиме) - 15 / 30 / 60 мин / никогда (экран всегда активен).
- Cooling (Блок водяного охлаждения) - воздушное/водяное охлаждение горелки.
- Fan (Вентилятор) - normal (постоянный обдув) или smart (интеллектуальное охлаждение).
- Remote Mode (Соединение с пультом и педалью) - remote (проводное) или Bluetooth connection (соединение через Bluetooth).
- Beeper (Звуковой сигнал) - регулируется громкость. На каждое действие и подтверждение происходит звуковой сигнал.
- Unit (Выбор измерения) - дюймы или метрическая система.
- Clock (Дата и время) - установка даты и времени.
- Information (Информация) - информация о версии аппарата.
- Factory Reset (Сброс до заводских настроек).
- Program Updated (Обновление прошивки).
Режим ММА
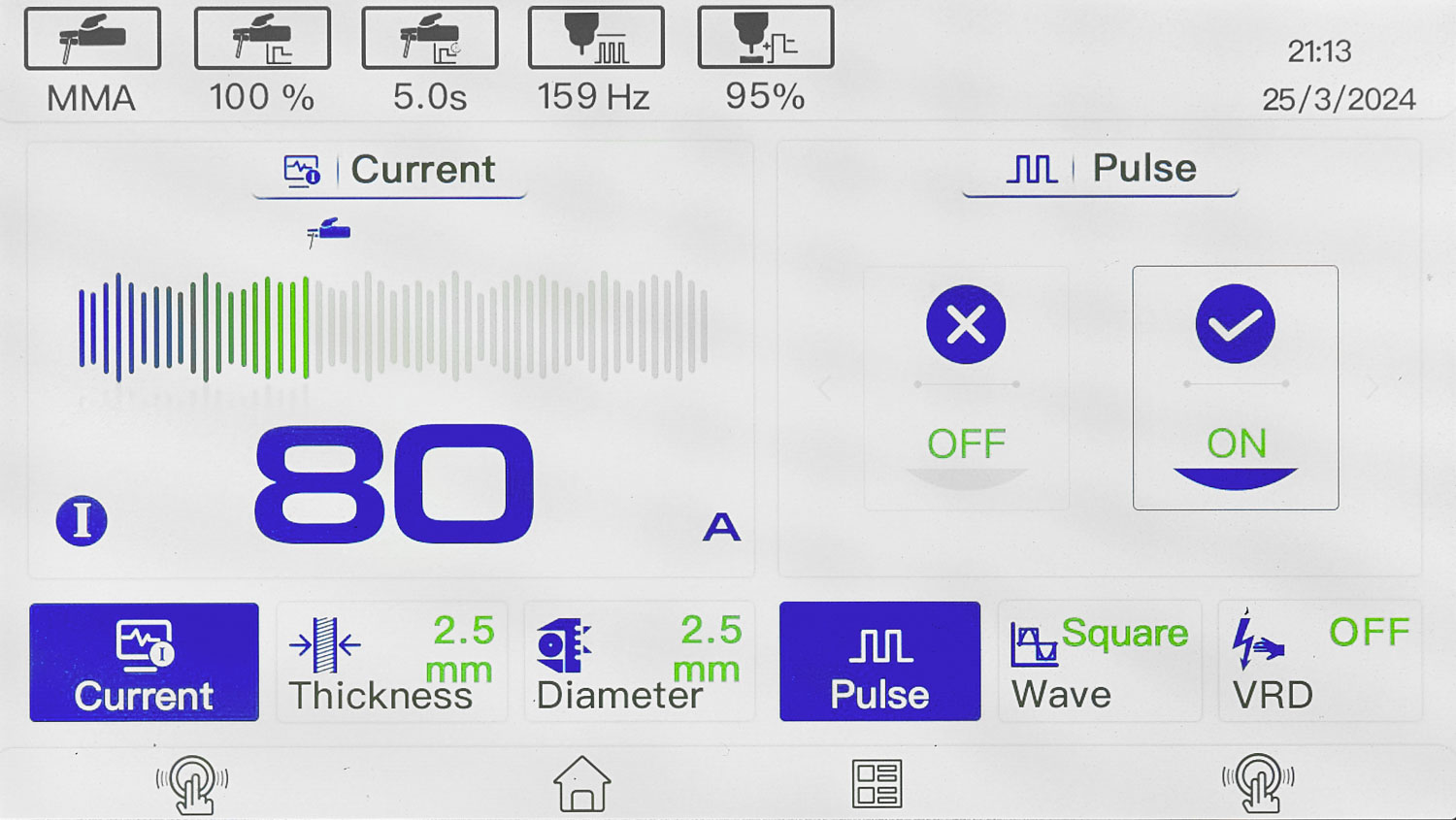
Нажмите на сенсорный экран или с помощью левого энкодера, выберите сварку в режиме MMA. Подтвердите свой выбор нажатием на энкодер или экран. Аппарат может сваривать электродом как в простом режиме DC (постоянный ток), так и в режиме квадратной формы волны.

Левый энкодер настраивает:
- Current (Напряжение) - диапазон от 10 до 200 Ампер.
- Thickness (Толщина изделия) - 1,5 - 5,5 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
- Diameter (Диаметр электрода) - 1,6 - 5,0 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
Подбор сварочного тока можно сделать указав толщину свариваемого изделия или диаметр электрода. Аппарат автоматически рассчитает ток, отталкиваясь от заданной толщины или диаметра электрода.
Правый энкодер настраивает:
- Pulse (Режим пульса) - On/Off (Вкл/Выкл).
- Wave (Формы волны) - режим DC (постоянный ток) или режим квадратной формы волны Square.
- VRD - On/Off (Вкл/Выкл).
Нажав на передней панели кнопку «файл / папка» в режиме ММА, пользователь может настроить сварочные параметры и активировать вспомогательные функции.
PULSE OFF
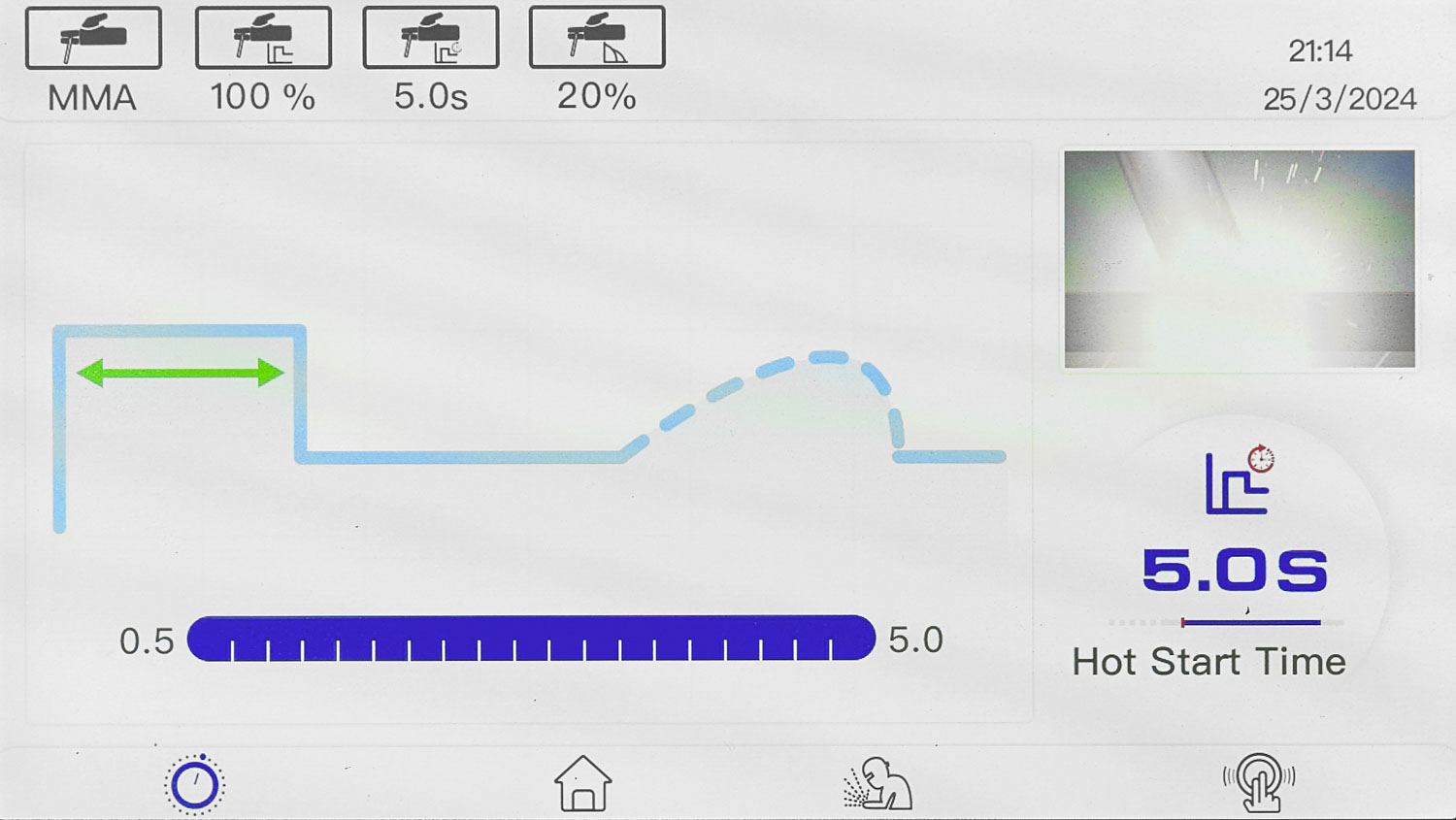
- Hot Start (Горячий старт) - диапазон от 0 до 100%.
- Hot Start Time (Время горячего старта) - от 0,5 до 5,0 сек.
- Peak Amp (Пиковый ток (Основной ток) - от 10 до 200 Ампер.
- Arc Force (Форсаж дуги) - от 0 до 100%.
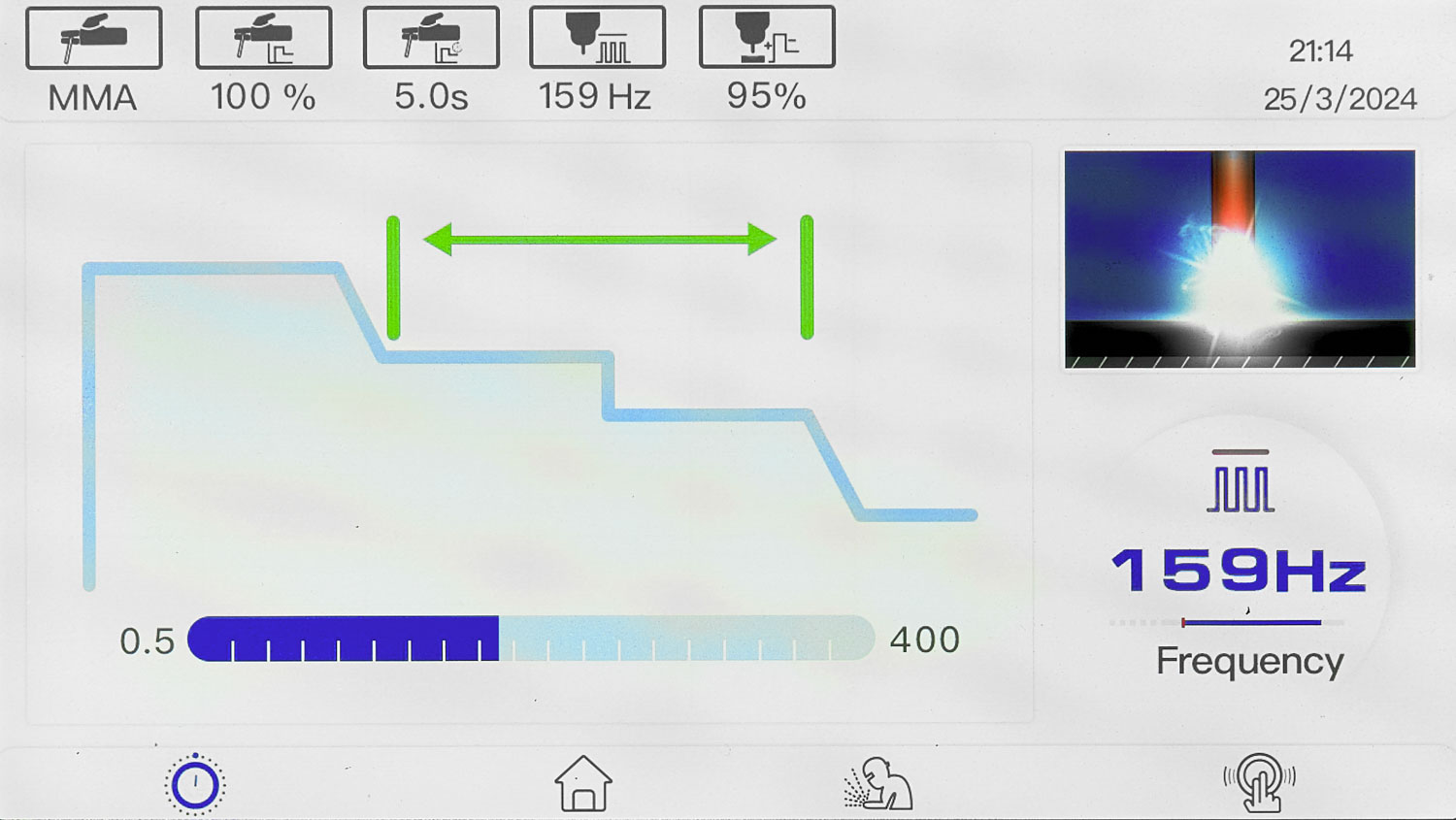
PULSE ON
- Hot Start (Горячий старт) - от 0 до 100%.
- Hot Start Time (Время горячего старта) - от 0,5 до 5,0 сек.
- Peak Amp (Пиковый ток) - от 10 до 200 Ампер.
- Base Amp (Базовый ток) - от 10 до 200 Ампер.
- Frequency (Частота) - от 0,5 до 400 Гц (в интервале 0,5-5,0 Гц шаг добавления 0,1 Гц, начиная с 5,0 до 400 Гц - шаг добавления 1 Гц).
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
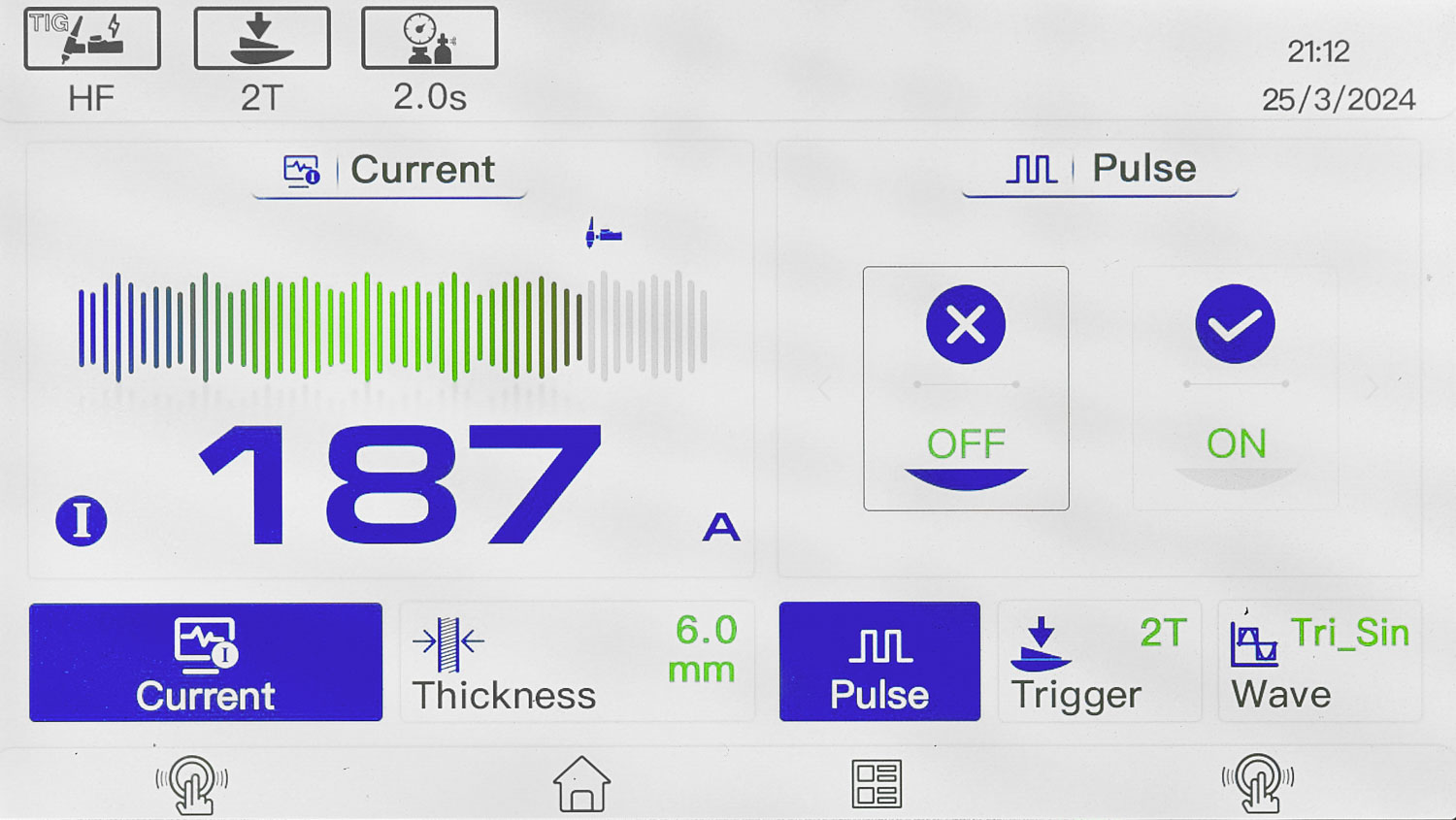
Режим TIG HF
TIG HF - классический режим бесконтактного поджига дуги. Все параметры вносятся сварщиком самостоятельно. На главном экране левым энкодером или нажатием на экран аппарата выберите режим TIG HF.
Левый энкодер настраивает:
- Current (Напряжение) - диапазон от 2 до 230 Ампер.
- Thickness (Толщина изделия) - от 1,0 до 10 мм. Настраивается автоматически от выбранного тока. Носит рекомендательный характер.
Подбор сварочного тока можно сделать указав толщину свариваемого изделия. Аппарат автоматически рассчитает ток, отталкиваясь от заданной толщины.
Правый энкодер настраивает:
- Pulse (Режим пульса) - On/Off (Вкл/Выкл).
- Trigger (Выбор режима горелки) - 2T /4T / RPT / SPOT.
- Wave (Формы волны) - доступно несколько форм волны: DC / DC Squ / DC Sin / DC Tri / Square / Sin / Triangular / Squ-Sin / Squ-Tri / Sin-Squ / Sin-Tri / Tri-Squ / Tri-Sin.
Расширенные настройки в режиме TIG HF
Нажав на передней панели кнопку «файл / папка» в режиме TIG HF, пользователь может настроить сварочные параметры и активировать вспомогательные функции.
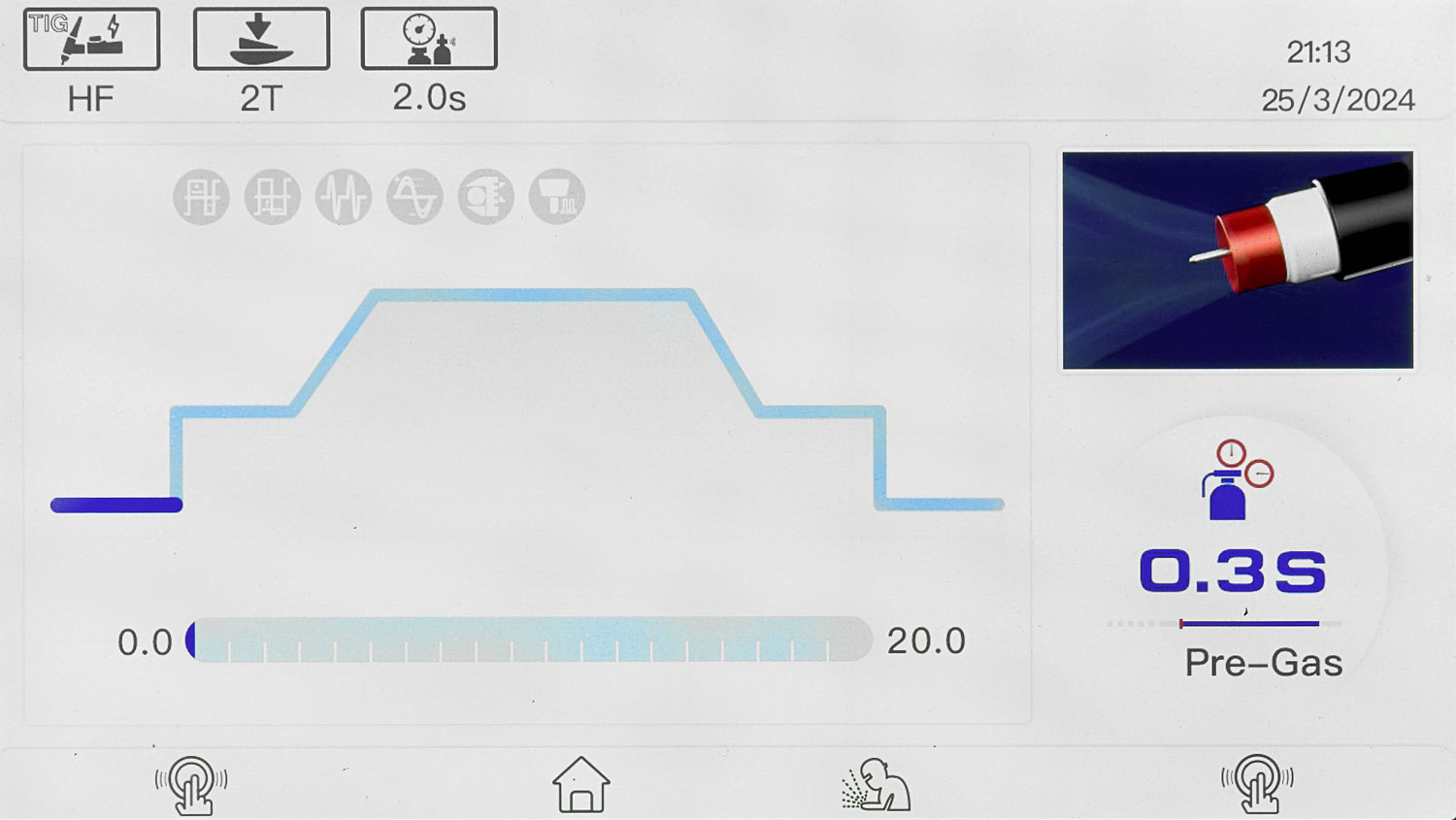
PULSE OFF + 2T/4T + Ток DC
- Pre-Gas (Предгаз) - диапазон от 0 до 20 сек.
- Start Amp (Стартовый Амперы) - от 2 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Q-Start - от 0 до 60 сек.
- Dynamic ARC - от 0 до 50 Aмпер.
- MULTITACK - от 0 до 6,0 Гц.
PULSE OFF + 2T/4T + Форма волны DC Squ / DC Sin / DC Tri
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый Амперы) - от 2 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
PULSE OFF + 2T/4T + Square / Sin / Triangular / Squ-Sin / Squ-Tri / Sin-Squ / Sin-Tri / Tri-Squ / Tri-Sin
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый Амперы) - от 2 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- MIX AC/DC - от 10 до 80%.
- Extra Fusion - от -70 до +70%.
- Diameter (Диаметр вольфрамового электрода) - от 1,0 до 4,0 мм.
- Cap Shaping -On/Off - помощь в формировании шарика на кончике вольфрамового электрода на малых токах при первом поджиге.
PULSE OFF + RPT + Форма волны DC Squ / DC Sin / DC Tri
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый Амперы) - от 2 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Base Amp (Базовый ток) - от 2 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
PULSE OFF + RPT + Форма волны Square / Sin / Triangular / Squ-Sin / Squ-Tri / Sin-Squ / Sin-Tri / Tri-Squ / Tri-Sin
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый Амперы) - от 2 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- Diameter (Диаметр вольфрамового электрода) - от 1,0 - 4,0 мм.
- Cap Shaping -On/Off - помощь в формировании шарика на кончике вольфрамового электрода на малых токах при первом поджиге.
PULSE OFF + SPOT + Ток DC
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Spot Time (Время установки точки) - от 0,1 до 10 сек.
- Dynamic ARC - от 0 до 50 Aмпер.
В режимах формы волны DC Squ / DC Sin / DC Tri - функция Dynamic ARC не настраивается, в связи с отсутствием такой надобности в выбранном режиме.
PULSE OFF + SPOT + Форма волны Square / Sin / Triangular / Squ-Sin / Squ-Tri / Sin-Squ / Sin-Tri / Tri-Squ / Tri-Sin
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- Spot Time (Время установки точки) - от 0,1 до 10 сек.
- Diameter (Диаметр вольфрамового электрода) - от 1,0 до 4,0 мм.
- Cap Shaping -On/Off - помощь в формировании шарика на кончике вольфрамового электрода на малых токах при первом поджиге.
PULSE ON + 2T/4T + Ток DC + Форма волны DC Squ / DC Sin / DC Tri
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый Амперы) - от 2 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Base Amp (Базовый ток) - от 2 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
PULSE ON + 2T/4T + Форма волны Square / Sin / Triangular / Squ-Sin / Squ-Tri / Sin-Squ / Sin-Tri / Tri-Squ / Tri-Sin
- Pre-Gas (Предгаз) - от 0 до 20 сек.
- Start Amp (Стартовый Амперы) - от 2 до 230 Ампер.
- Up Slope (Нарастание тока) - от 0 до 20 сек.
- Peak Amp (Пиковый ток) - от 2 до 230 Ампер.
- Base Amp (Базовый ток) - от 2 до 230 Ампер.
- Duty (Скважность) - от 5 до 95% (шаг добавления 1%).
- Frequency (Частота) - от 0,5 до 999 Гц.
- Down Slope (Спад тока) - от 0 до 20 сек.
- End Amp (Ток заварки кратера) - от 2 до 230 Ампер.
- Post-Gas (Постгаз) - от 0 до 20 сек.
- Balance (Баланс) - от -5 до +5.
- AC Frequency (Частота переменного тока) - от 50 до 250 Гц.
- Spot Time (Время установки точки) - от 0,1 до 10 сек.
- Diameter (Диаметр вольфрамового электрода) - от 1,0 до 4,0 мм.
- Cap Shaping -On/Off - помощь в формировании шарика на кончике вольфрамового электрода на малых токах при первом поджиге.
РЕЖИМ LIFT TIG
LIFT TIG - режим, при котором дуга на вольфрамовом электроде возбуждается касанием об металл. Такие требования часто применяются на производствах, где не допустимо разжигать дугу высокочастотным поджигом (TIG HF). Например, на объектах атомной энергетики.
В режиме LIGT TIG возможен только выбор режима горелки 2T/4Т. Некоторые функции, такие как Dynamic Arc и Q-Start отсутствуют, в связи с особенностью поджига дуги. В целом настройки в режиме LIFT TIG совпадают в настройками в режиме TIG HF (бесконтактный поджиг).
Режим SMART TIG (умный TIG)
Режим SMART TIG (Умный TIG) - помощник начинающему сварщику. Режим поможет по заданным параметрам подобрать оптимальный сварочный ток и настроить сопутствующие настройки. В процессе сварки, вы сможете изменять предложенные параметры, внося свои корректировки, например добавлять или убавлять сварочный ток. Режим SMART TIG (Умный TIG) - носит рекомендательный характер, так как многое зависит от сварщика, качества свариваемого материала, качества газа, присадочного крутка, стабильной питающей сети и других факторов. Мы рекомендуем начать ознакомление с аргонодуговой сваркой и возможностями аппарата с помощью этого режима. Набравшись опыта, вы сможете самостоятельно задавать нужные вам параметры в режиме TIG HF или LIFT TIG.
С помощью энкодера или нажатием на сенсорный экран аппарата, в главном меню выберите сварку в режиме SMART TIG (Умный TIG).
SMART TIG (Синергетический режим)
Material - Выбор материала:
- Mild Steel - Сталь.
- Stainless Steel - Нержавеющая сталь.
- Al99 - Чистый алюминий.

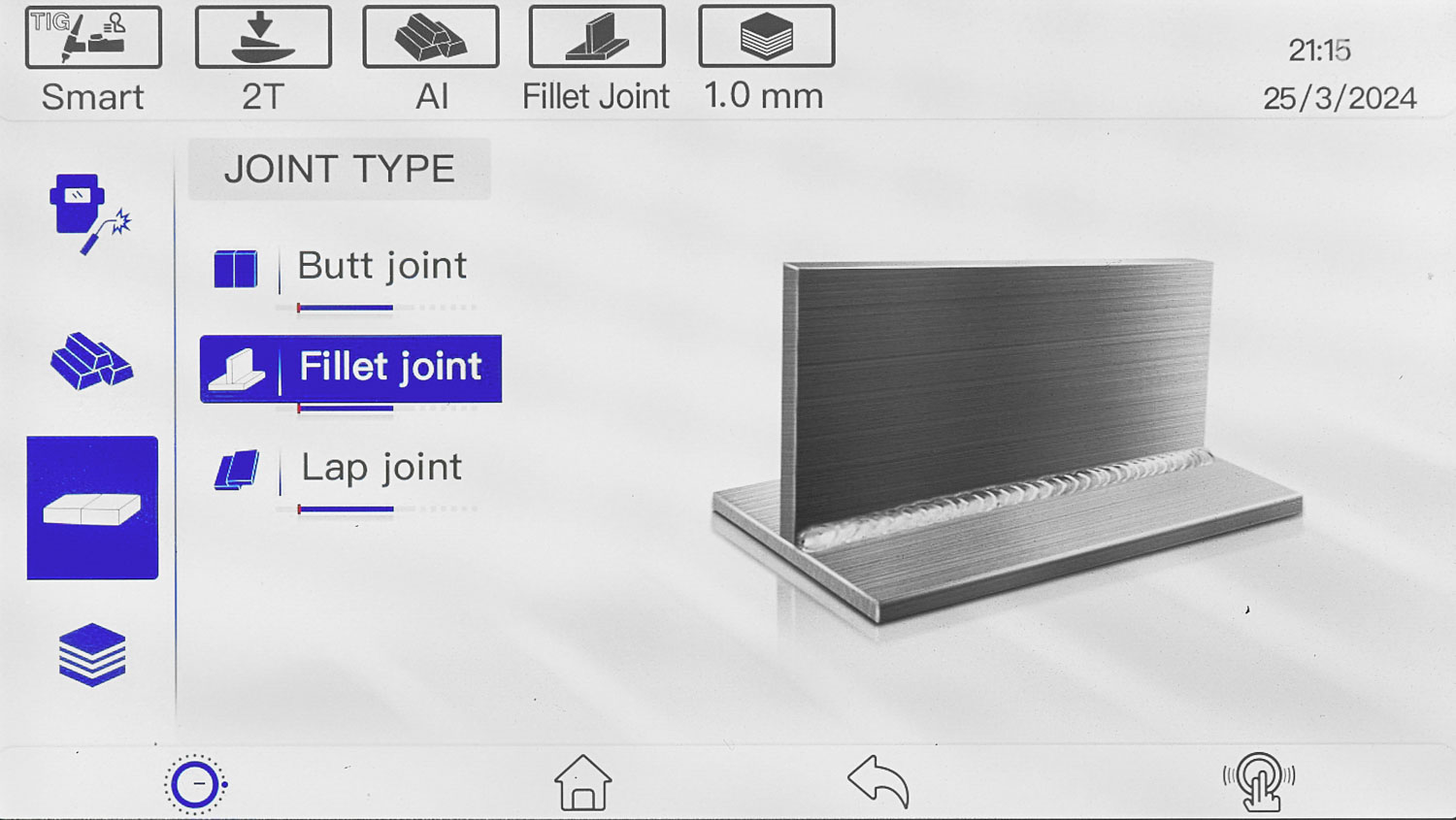
Joint Type - Тип соединения:
- Butt joint - Встык.
- Fillet joint - Тавр.
- Lap joint - Внахлест.
Thickness - Толщина изделия:
Толщина изделия доступна в диапазоне от 1,0 мм до 9,0 мм, в зависимости от выбранного материала и типа соединения.
- Mild Steel (Сталь) + Butt joint (Встык) - от 1,0 мм до 9,0 мм.
- Mild Steel (Сталь) + Fillet joint (Тавр) - от 1,0 мм до 9,0 мм.
- Mild Steel (Сталь) + Lap joint (Внахлест) - от 1,0 мм до 9,0 мм.
- Stainless Steel (Нержавеющая сталь) + Butt joint (Встык) - от 1,0 мм до 9,0 мм.
- Stainless Steel (Нержавеющая сталь) + Fillet joint (Тавр) - от 1,0 мм до 9,0 мм.
- Stainless Steel (Нержавеющая сталь) + Lap joint (Внахлест) - от 1,0 мм до 9,0 мм.
- Al99 (Чистый алюминий) + Butt joint (Встык) - от 1,0 мм до 8,0 мм.
- Al99 (Чистый алюминий) + Fillet joint (Тавр) - от 1,0 мм до 7,0 мм.
- Al99 (Чистый алюминий) + Lap joint (Внахлест) - от 1,0 мм до 9,0 мм.

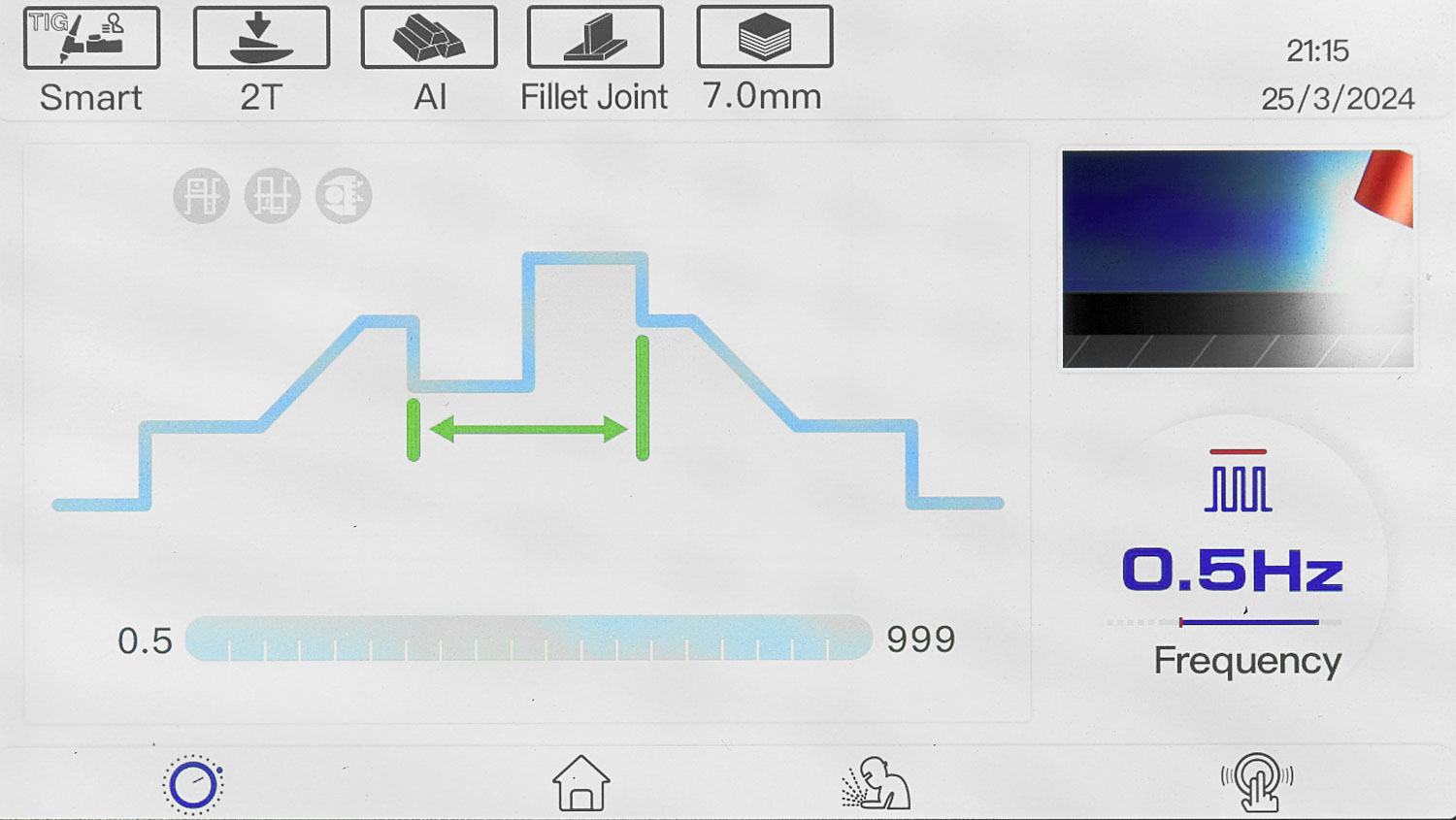
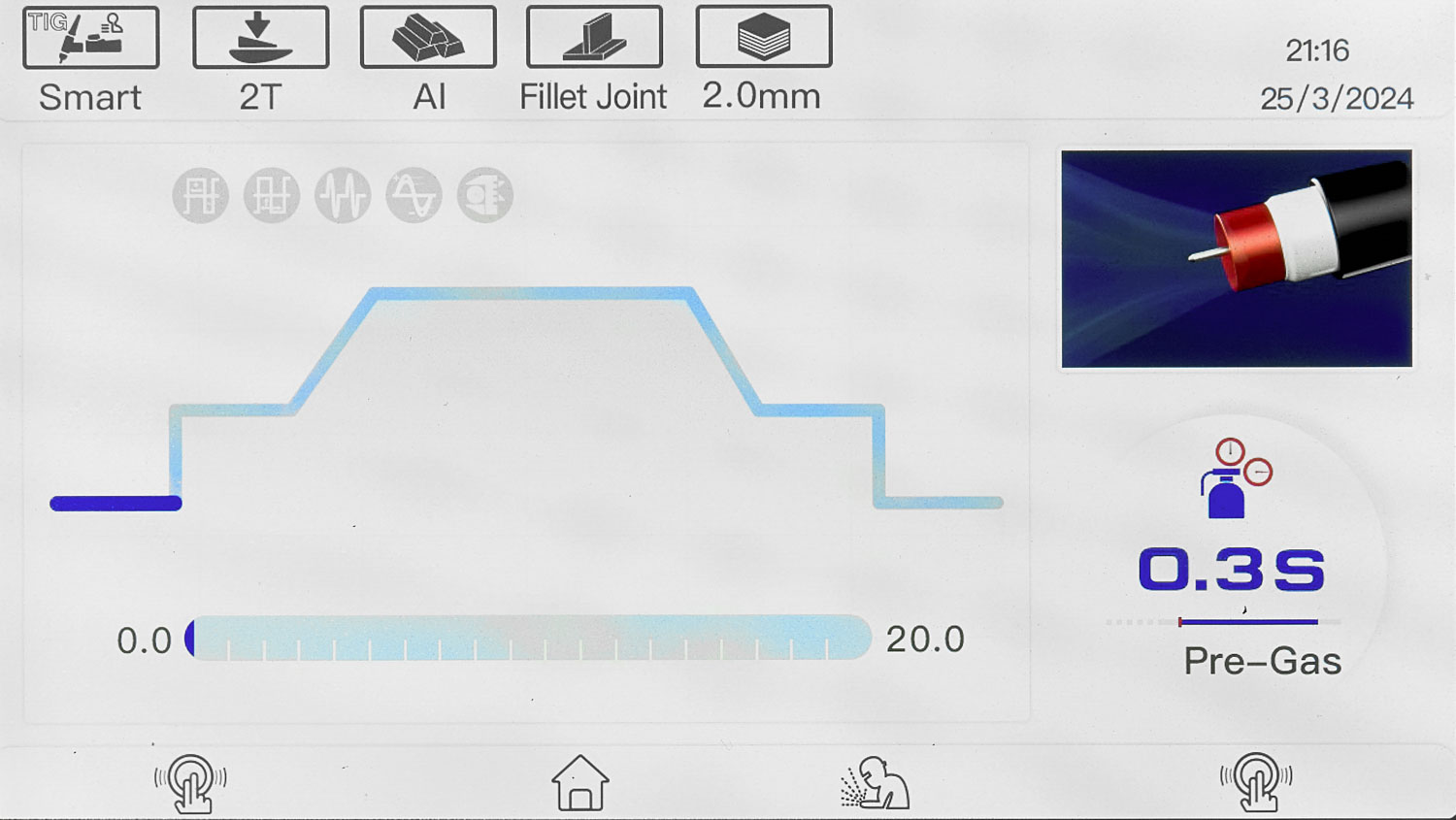
После выбор всех преднастроек, аппарат подбирает оптимальный сварочный ток, а в нижней части экрана будут показаны рекомендации по расходу газа, диаметру вольфрамового электрода, диаметру присадочного прутка. Пользователь самостоятельно может внести изменения: например, выбрать форму волны, отрегулировать сварочный ток, перейти в режим PULSE и другие корректировки.
MIXED AC/DC
Смешанный режим (Переменный AC + Постоянный DC)
Режим позволяет настроить ток сварки и пропорцию между переменным и постоянным токами. Это означает, что к сварочному процессу на переменном токе добавляется постоянный ток прямой полярности для достижения большего проплавления, скорости сварки и возможности сварки толщин больших, нежели только при переменном токе. Режим позволяет быстрее сформировать сварочную ванну на еще не разогретом изделии, сваривать толстостенные изделия на меньшем токе в сравнении с переменным, т.к. наличие «подмешанного» цикла постоянного тока значительно добавляет тепловложение.
Преимущества смешанного режима AC+DC
- Сварка тонкостенных изделий на меньшем значении сварочного тока (если сравнивать с режимом AC).
- Очень высокая скорость сварки за счет высокой пропорции постоянного тока DС.
- Быстрое формирование сварочной ванны (актуально для наплавочных работ при ремонте оснастки, инструмента, отливок).
- Широкий диапазон свариваемых толщин (от 1 до 10 мм). Не рекомендуется превышать 50% составляющей постоянного тока, т.к. это может повлиять на внешний вид сварного шва или механические свойства сварного соединения.
- Диапазон настройки пропорции переменного тока (AC) в пределах от 1 до 80%.
EXTRA Fusion
Настройка дополнительного проплавления (EXTRA Fusion)
При регулировке настроек аппарат есть возможность сдвигать эпюру переменного тока относительно нулевой точки, что позволяет дополнительно к балансу переменного тока получить контролируемую сварочную ванну, сваривать особо малые толщины металла, сместив эпюру тока больше в зону очистки. Диапазон смещения от 0 до 80% в сторону положительной составляющей полупериода переменного тока.
Есть дополнительные режимы, которые работают только в режиме DC, PULSE OFF и SPOT (регулирвока Dynamic ARC). К таким режимам относится функционал MULTITACK, Q-Start и Dynamic ARC. Рассмотрим их подробнее.
РЕЖИМЫ Q-Start, MULTITACK, Dynamic ARC
В режиме DC, PULSE OFF и SPOT (регулировка Dynamic ARC) у вас появится доступ к настройкам:
- MULTITACK
MULTITACK - диапазон от 0 до 6 Гц. Данный режим предназначен для установки прихваток на особо малых толщинах (например, от 0,6 мм) или при сварке данных толщин методом прихваток (точек). Настройка режима позволяет значительно снизить или вообще уйти от деформаций за счет регулировки времени паузы между сваркой прихваток. Возможность настройки частоты установки прихваток поджигом дуги, чем можно адаптировать режим под необходимую скорость сварки и геометрию сварного соединения.
Настройка режимов Q-Start и Dynamic ARC возможна ТОЛЬКО при значении 0 в режиме MULTITACK.
- Q-Start
Q-Start - диапазон таймера от 0 до 60 сек. Функция Q-Start расшифровывается как «быстрый старт» (Quick Start). Данная функция позволяет смочить свариваемые кромки и собрать их в сварочную ванну при поджиге дуги, т.е. в начале процесса сварки стыка. При активации, сварочный аппарат переходит в режим импульсной дуги, которая имеет таймер для настройки длительности работы. Суть режима заключается в отсутствии прожога тонкостенных свариваемых кромок в момент поджига дуги. Данный режим может эффективно применяться как при малых свариваемых толщинах, так и при нестабильном зазоре между свариваемыми кромками.
- Dynamic ARС
Dynamic ARC - диапазон от 0 до 50 Ампер. Функция «динамическая дуга/активная дуга» (Dynamic Arc). Суть данной функции заключается в том, что сварочный аппарат поддерживает постоянство тепловой мощности (постоянство тепловложения) на сварочной дуге (произведение тока и напряжения). Таким образом, при уменьшении сварочного напряжения (уменьшение длины дуги) - аппарат увеличивает сварочный ток. При увеличении длины сварочной дуги, напротив, аппарат снижает значение сварочного тока. Динамическое изменение сварочного тока настраивается в диапазоне от 10 до 50 Ампер на каждый Вольт изменения длины дуги.
Преимущества данного режима работы:
- Более высокая скорость сварки, в сравнении со стандартным режимом.
- За счет большей сфокусированности сварочной дуги достигается больший коэффициент проплавления.
- Снижение тепловложения в околошовной зоне (зоне термического влияния), что также влечет за собой меньшее окисление нагретых областей изделия.
- Снижение брака. Особенно при сварке корневых проходов, при которых длина дуги может достигать критически малых значений.
Доступные формы волны
- DC (Постоянный ток) - сварка в постоянном токе.
- Square (Квадратная) - квадратная форма волны.
- Sine (Синусойдная) - синусойдная форма волны.
- Tri (Триангулярная) - триангулярная форма волны.
- Squ-Sin (Квадрно-Синусойдная) - квадратно-синусойдная форма волны.
- Squ-Tri (Квадратно-Триангулярная) - квадратно-триангулярная форма волны.
- Sin-Squ (Синусойдно-Квадратная) - синусойдно-квадратная форма волны.
- Sin-Tri (Синусойдно-Триангулярная) - синусойдно-триангулярная форма волны.
- Tri-Squ (Триангулярно-Квадратная) - триангулярно-квадратная форма волны.
- Tri-Sin (Триангулярно-Синусойдная) - триангулярно-синусойдная форма волны.
Смотрите видео с аппаратом ПТК HANKER MULTIWAVE TIG KT230 P AC/DC LCD H73



