
Функционал и настройки аппарата ПТК HANKER TIG 200 P LCD H83
В этом материале мы подробно рассмотрим функционал и настройки меню управления нового аппарата для аргонодуговой сварки ПТК HANKER TIG 200 P LCD H83.
Оборудование рассчитано для работы для работы на постоянном токе (DC) с возможностью сварки в импульсном режиме (PULSE) и без него, поддерживает режимы сварки HF и Lift TIG для удобного поджига дуги. К аппарату можно подключить педаль дистанционного управления, и наличие дополнительного режима ручной дуговой сварки MMA.
Описание дисплея ПТК HANKER TIG 200 P LCD H83
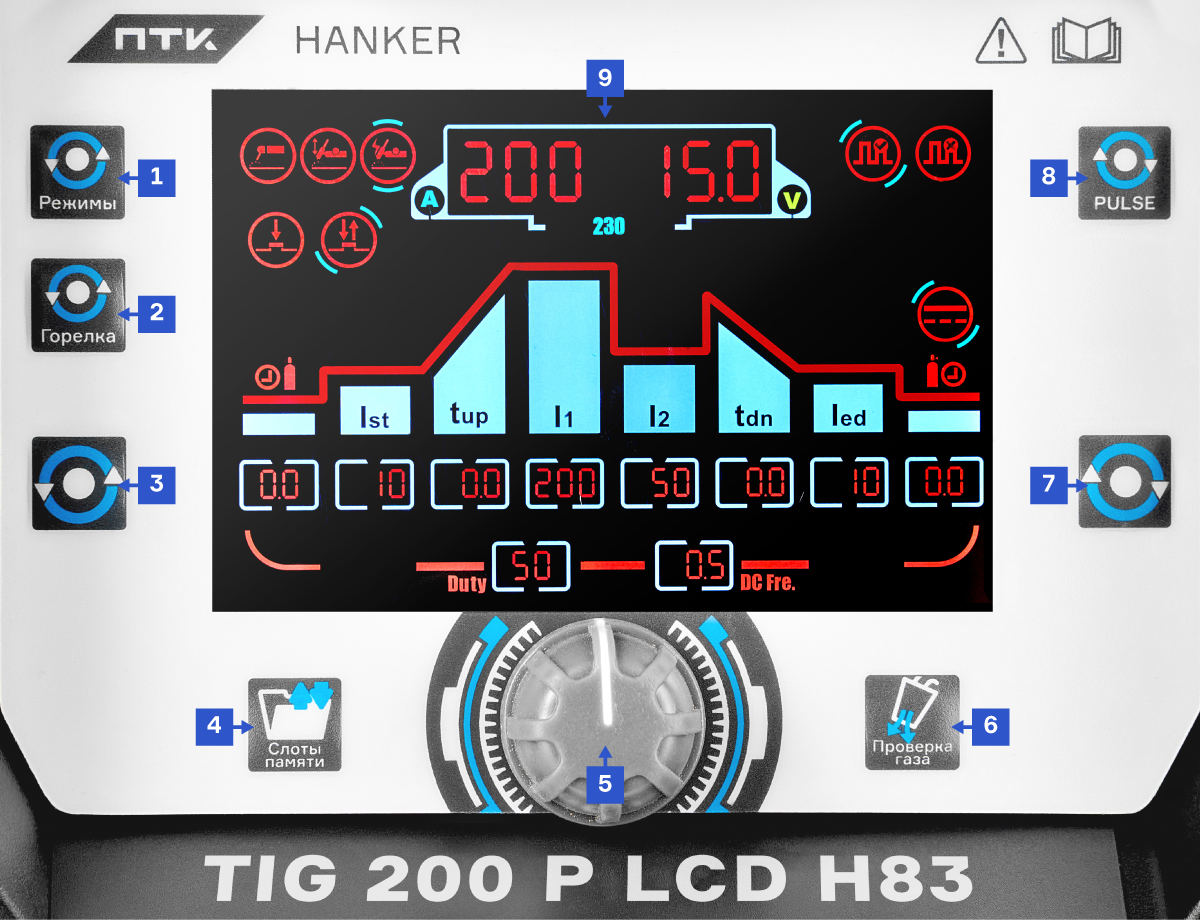
- Выбор режима сварки: MMA / Lift TIG / HF TIG
- Выбор режима управления сварочной горелкой: 2T / 4T / RPT / Spot
- Кнопка регулировки параметров сварки (по часовой стрелке)
- Кнопка сохранения и загрузки программ сварки
- Энкодер управления значениями параметров сварки
- Кнопка проверки подачи защитного газа
- Кнопка регулировки параметров сварки (против часовой стрелки)
- Включение/выключение импульсного режима
- Многофункциональный цифровой дисплей
Обозначение иконок на цифровом дисплее
![]()
- Ручная дуговая сварка MMA
- Lift TIG – сварка с поджигом касанием
- HF TIG – сварка с бесконтактным поджигом высокочастотным импульсом
- 2T режим работы сварочной горелки
- 4T режим работы сварочной горелки
- RP (Repeat) – режим циклического повторения сварочной циклограммы
- SPOT – сварка точками
- PULSE ON – режим импульсной сварки включён
- PULSE OFF – режим импульсной сварки выключен
- Постоянный ток
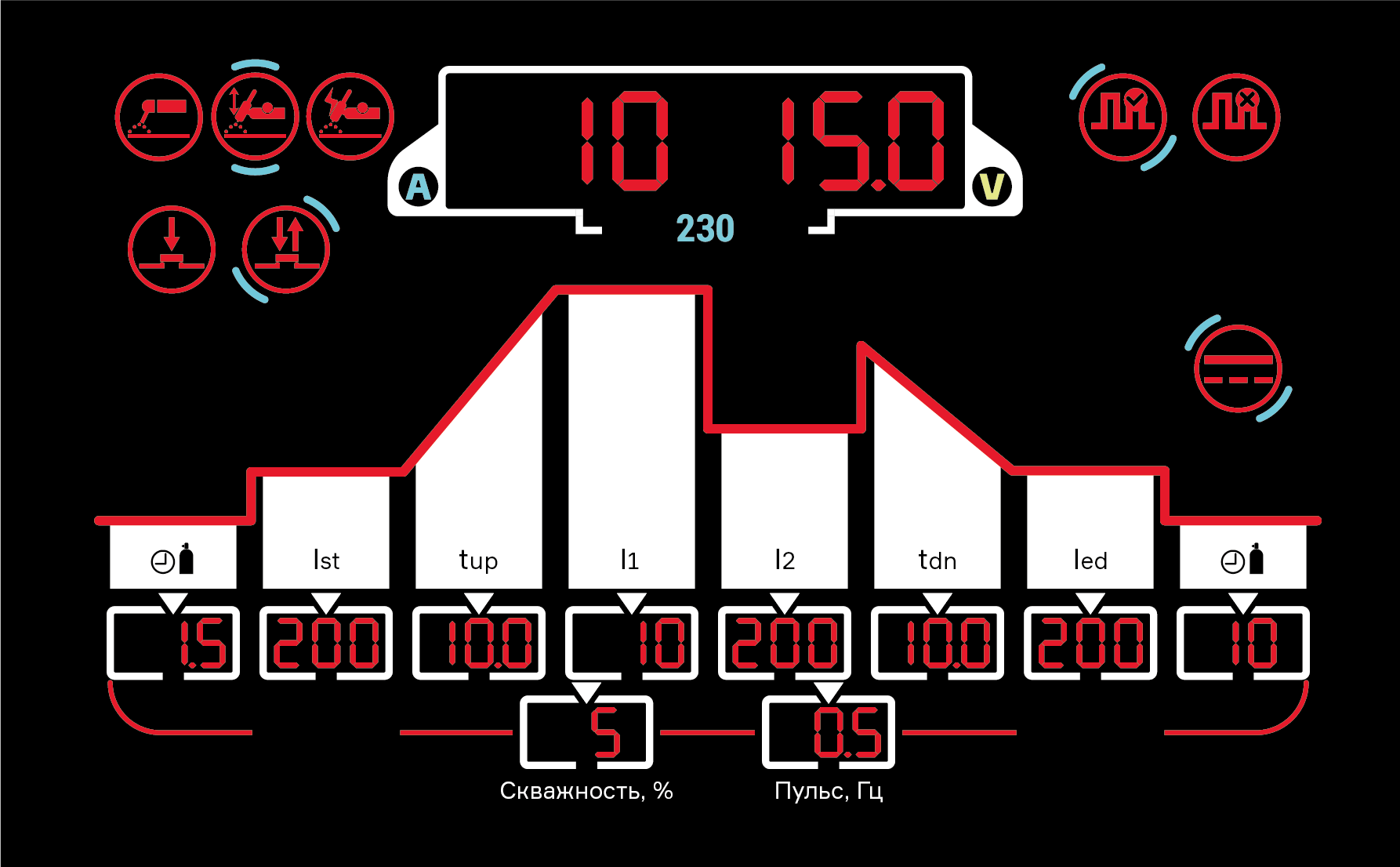
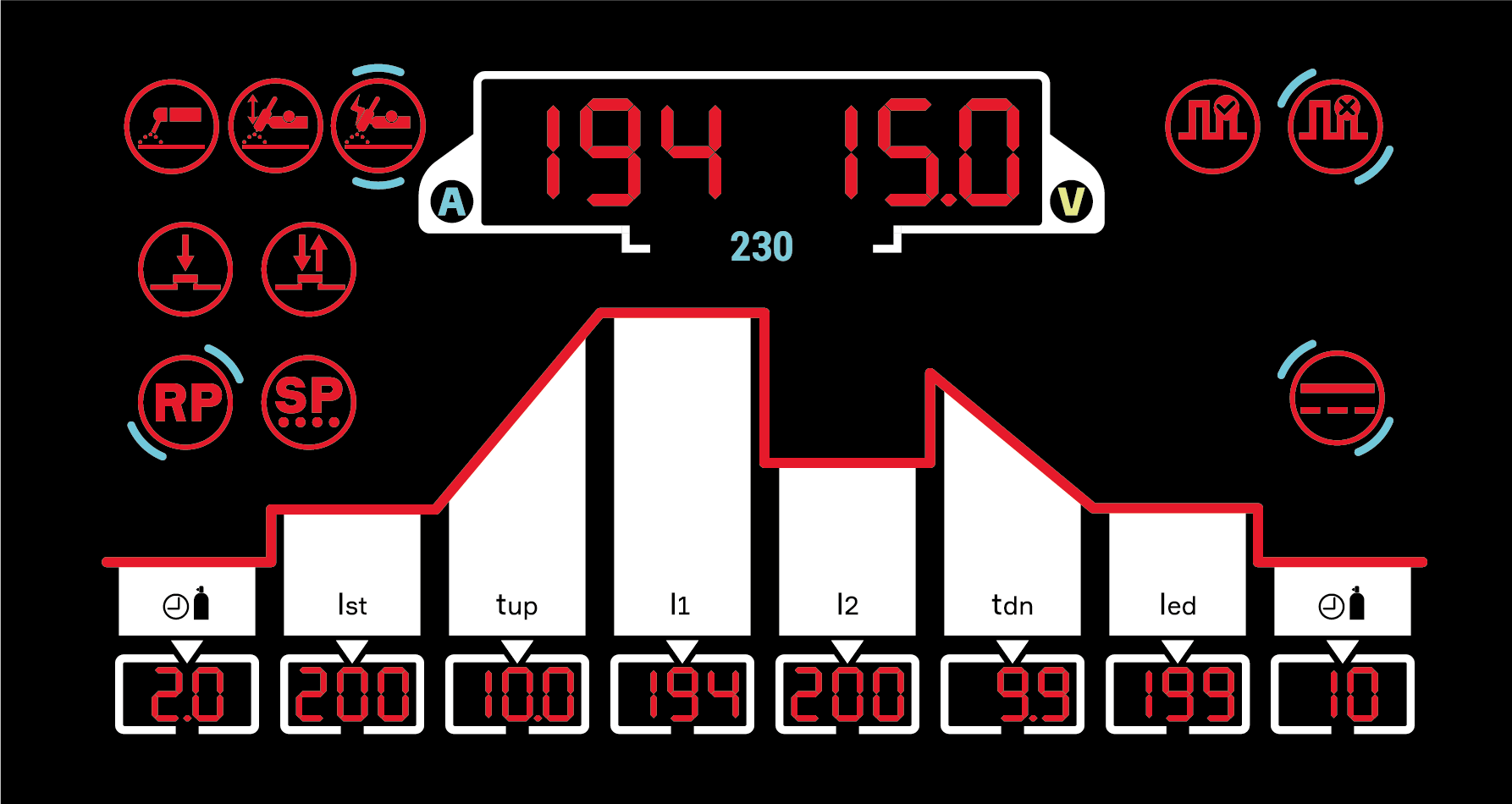
Циклограмма аппарата ПТК HANKER TIG 200 P LCD H83
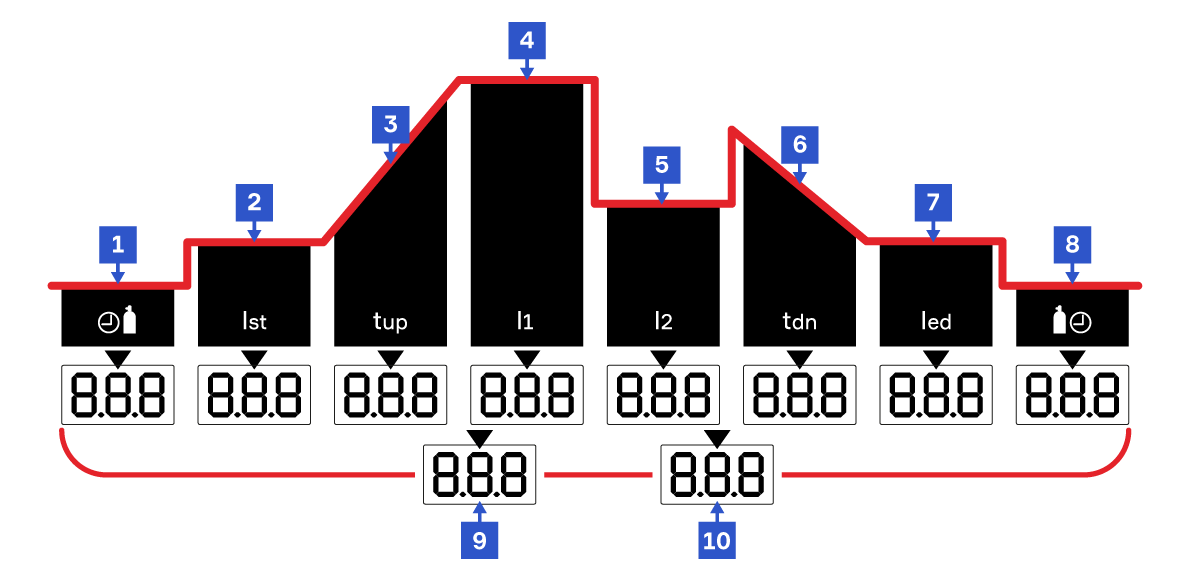
- Время подачи газа перед сваркой (сек)
- Стартовый ток (А)
- Время нарастания тока (сек)
- Пиковый ток (А)
- Базовый ток (А)
- Время снижения тока (сек)
- Ток заварки кратера (А)
- Время подачи газа посоле сварки (сек)
- Скважность (%)
- Пульс (Гц)
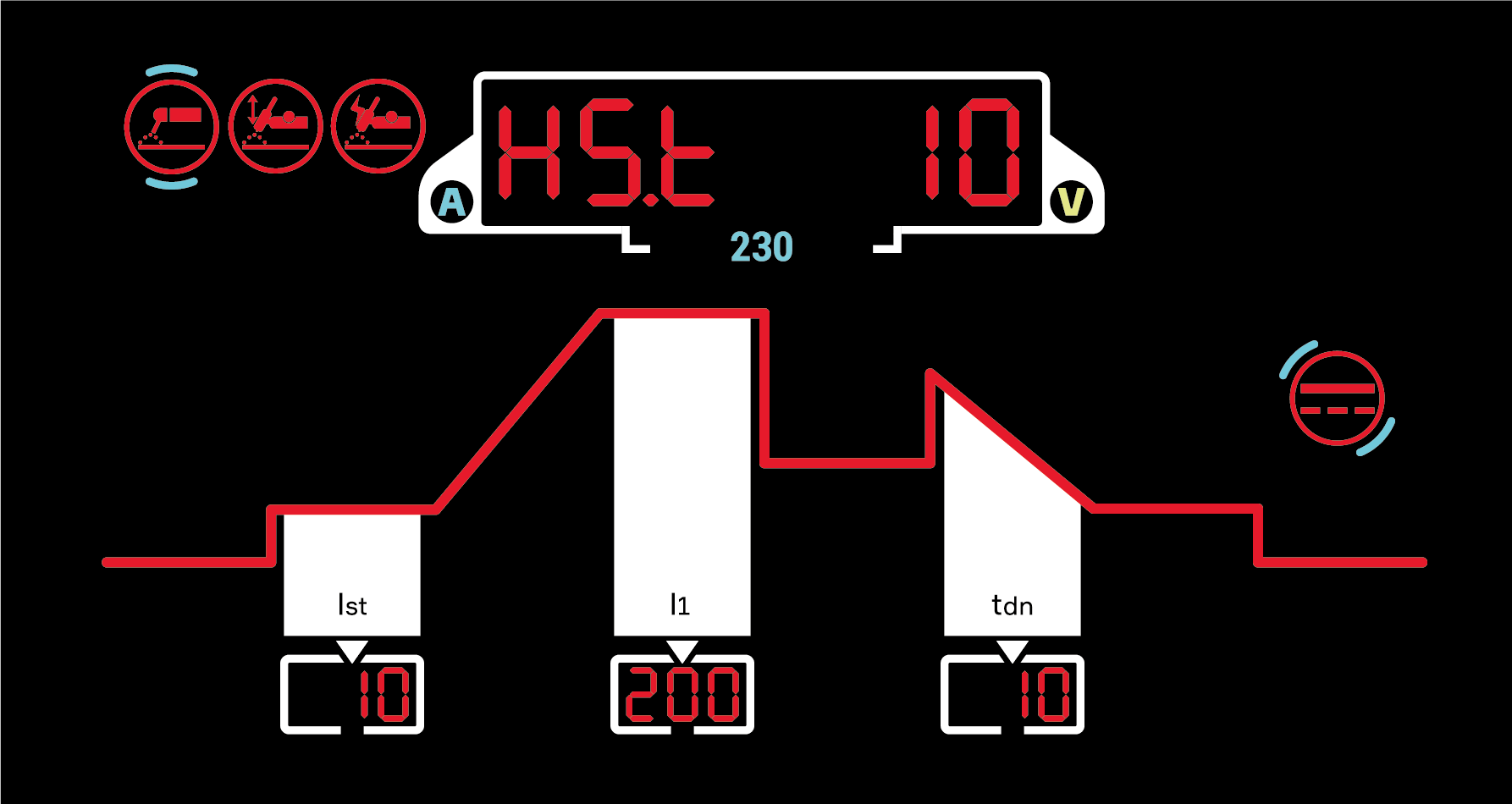
Режим ММА DC
- Ist – (Hst) – Горячий старт. Диапазон регулировок от 0 до 10.
- I1 – Сварочный ток в Амперах. Диапазон регулировок от 0 до 200А.
- Tdn (Arc) – Форсаж дуги. Диапазон регулировок от 0 до 10.
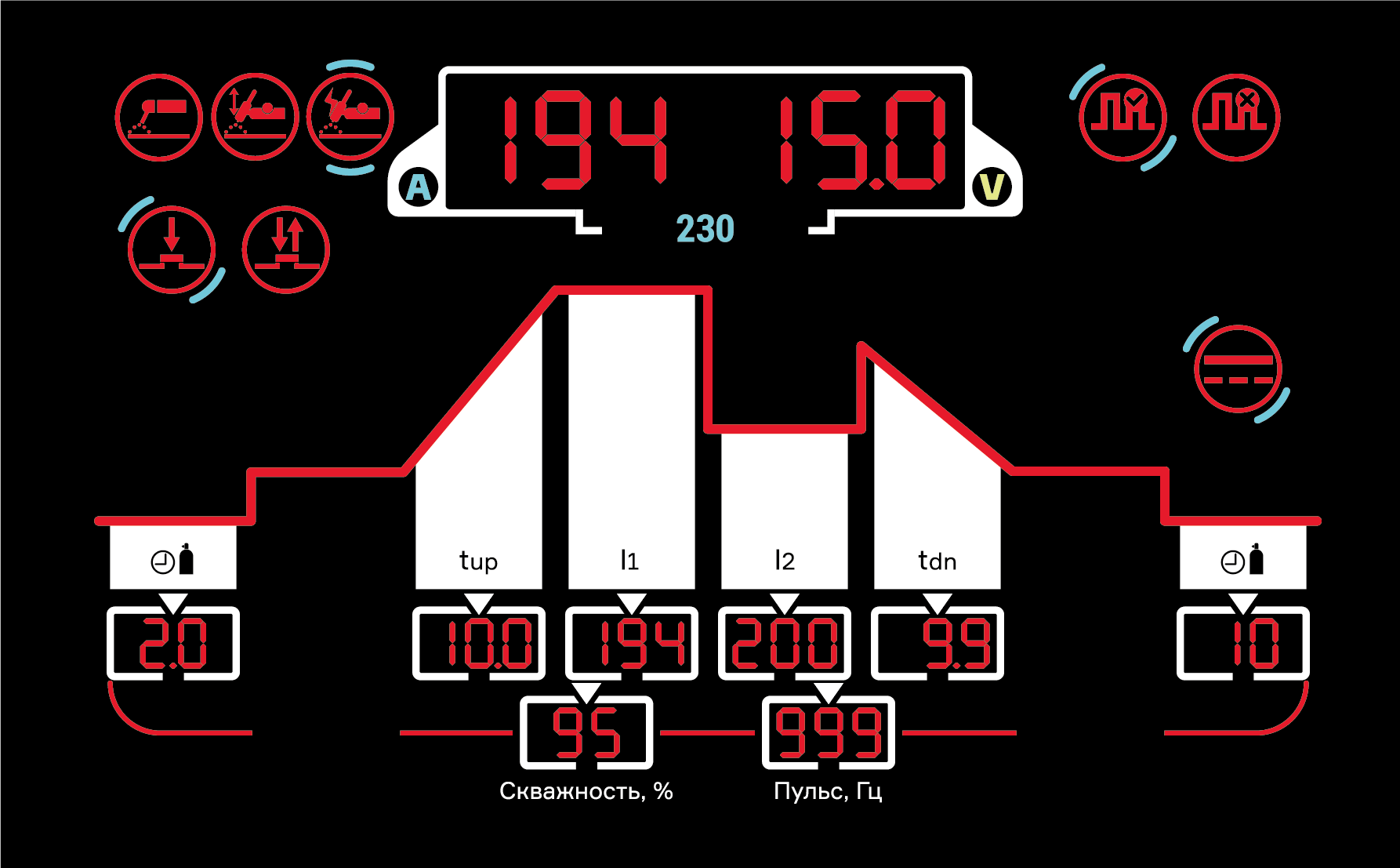
Режим LIFT TIG DC PULSE 2T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Скважность – диапазон регулировок от 5 до 95%.
- Пульс ГЦ – диапазон регулировок от 0,5 до 999. Регулировка шага с 0,5 до 5,0 по 0,1 Гц, с 5,0 до 999 по 1 Гц.
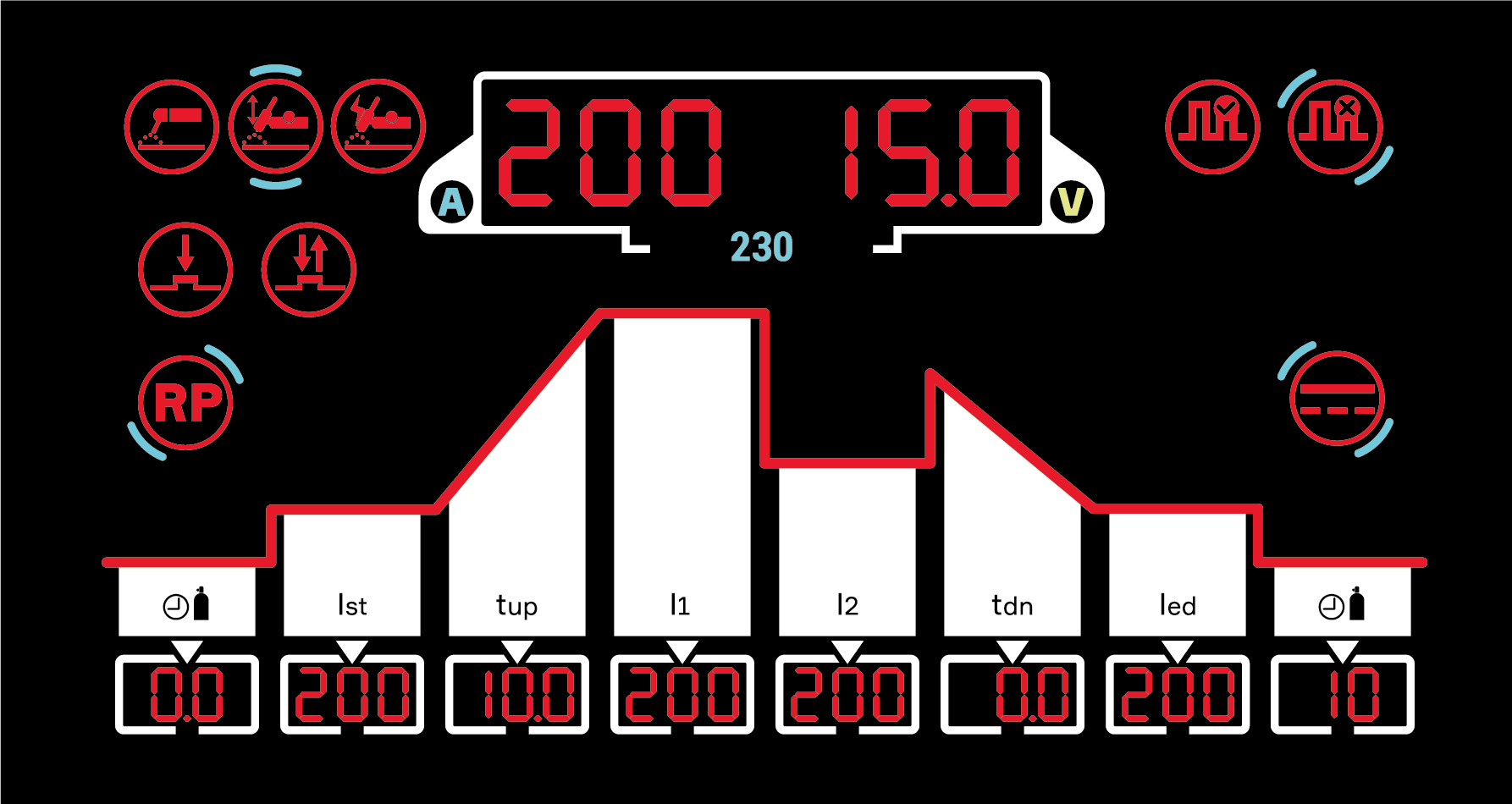
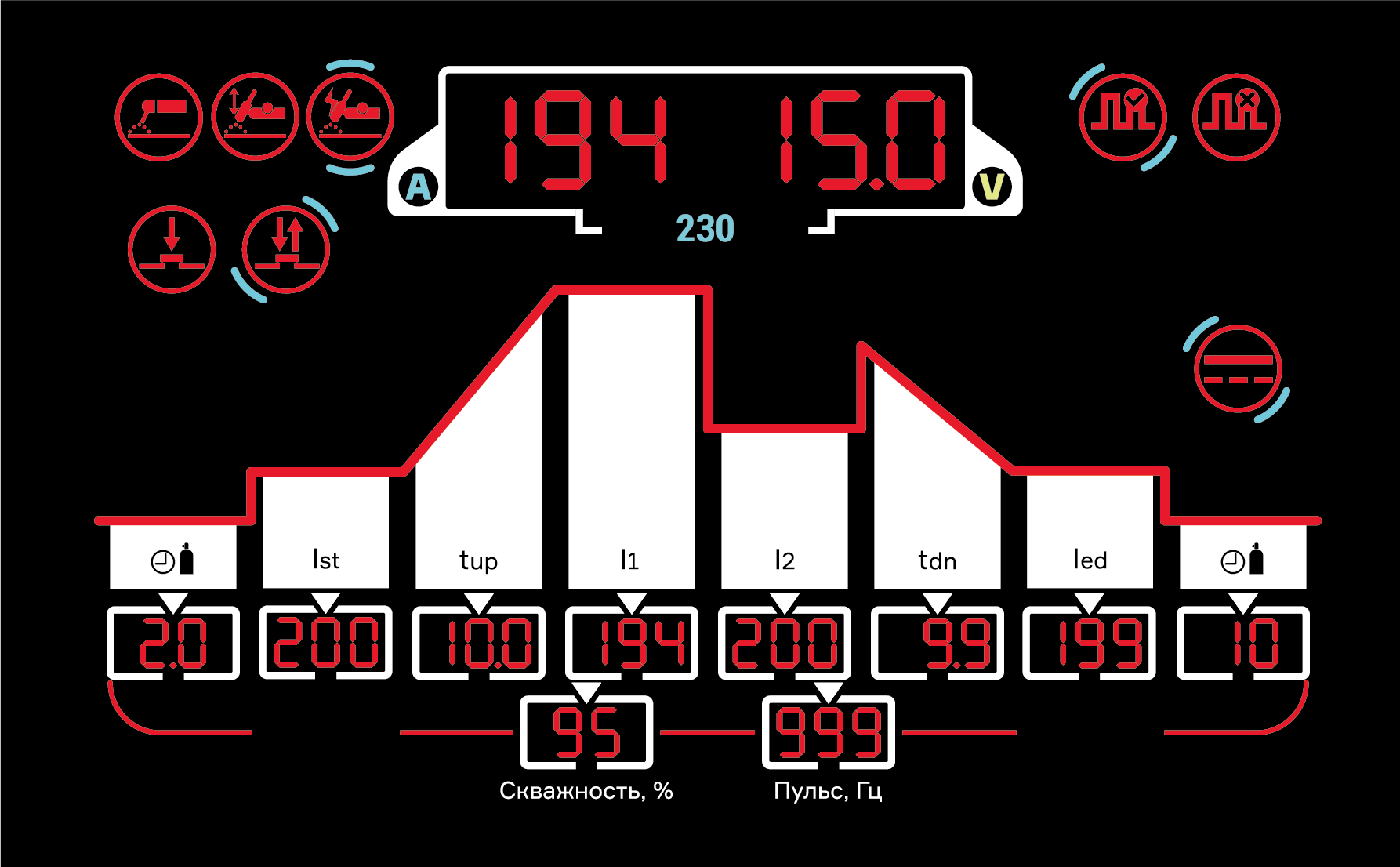
Режим LIFT TIG DC PULSE 4T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Скважность – диапазон регулировок от 5 до 95%.
- Пульс ГЦ – диапазон регулировок от 0,5 до 999. Регулировка шага с 0,5 до 5,0 по 0,1 Гц, с 5,0 до 999 по 1 Гц.
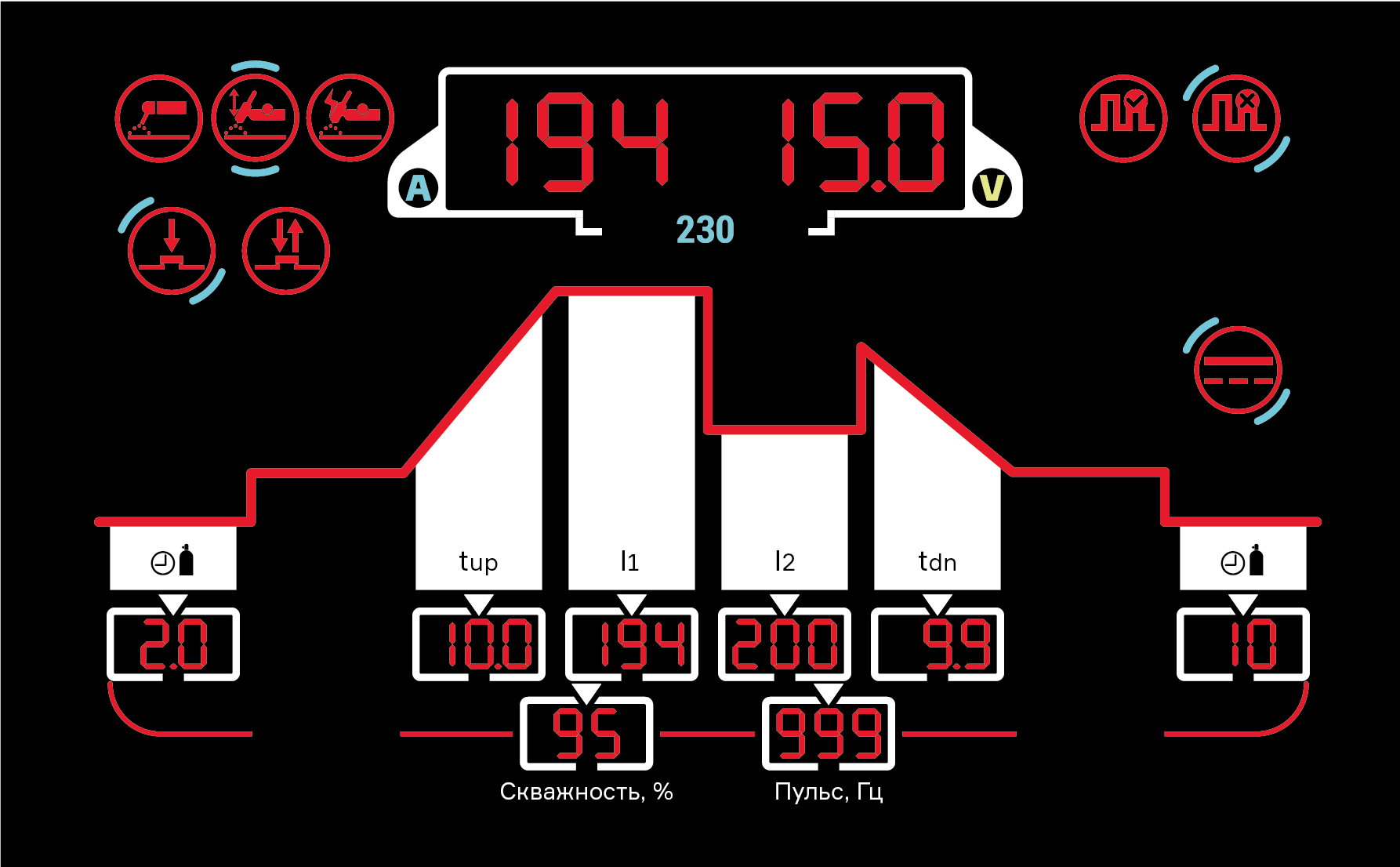
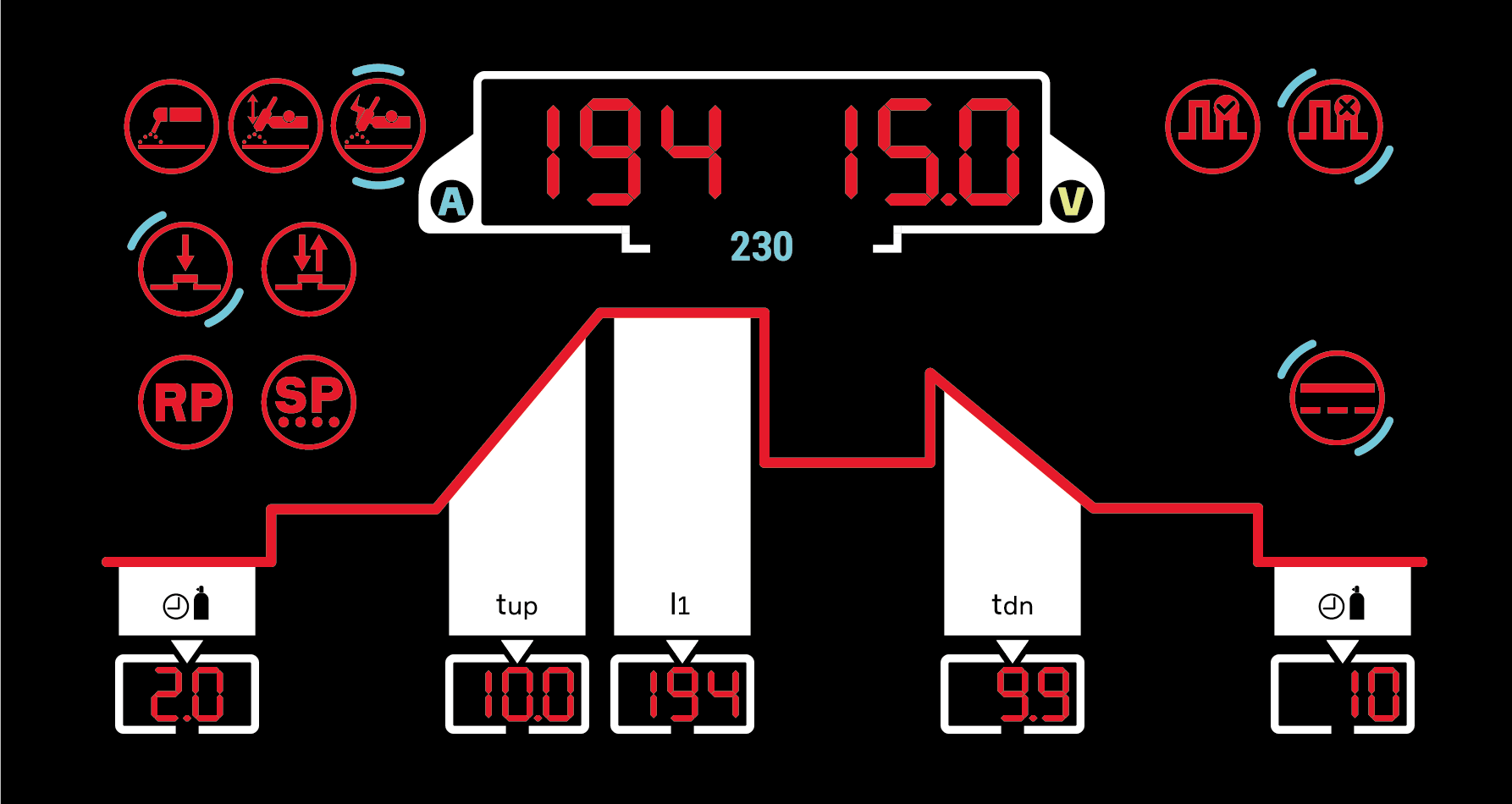
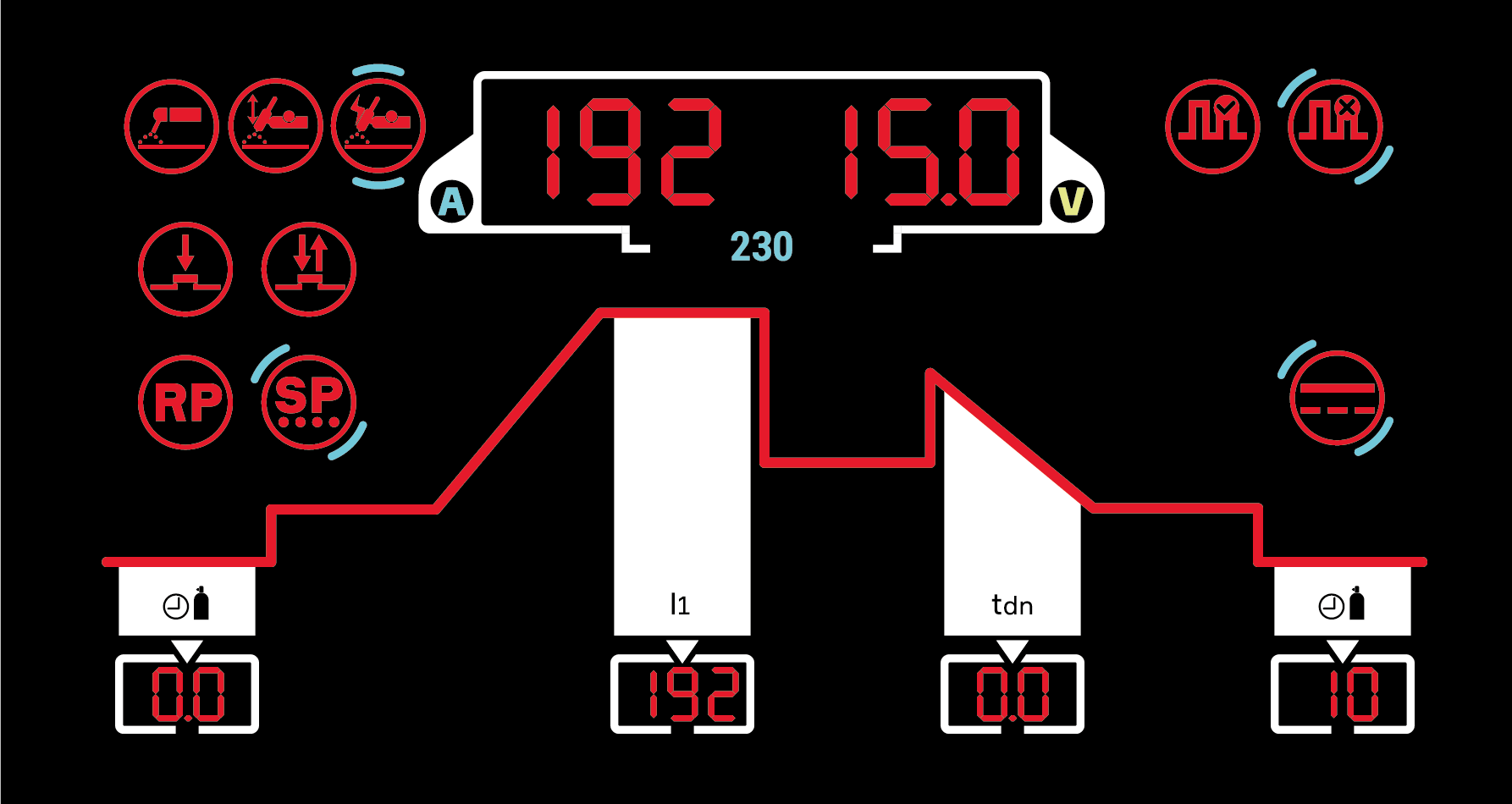
Режим LIFT TIG DC PULSE OFF 2T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
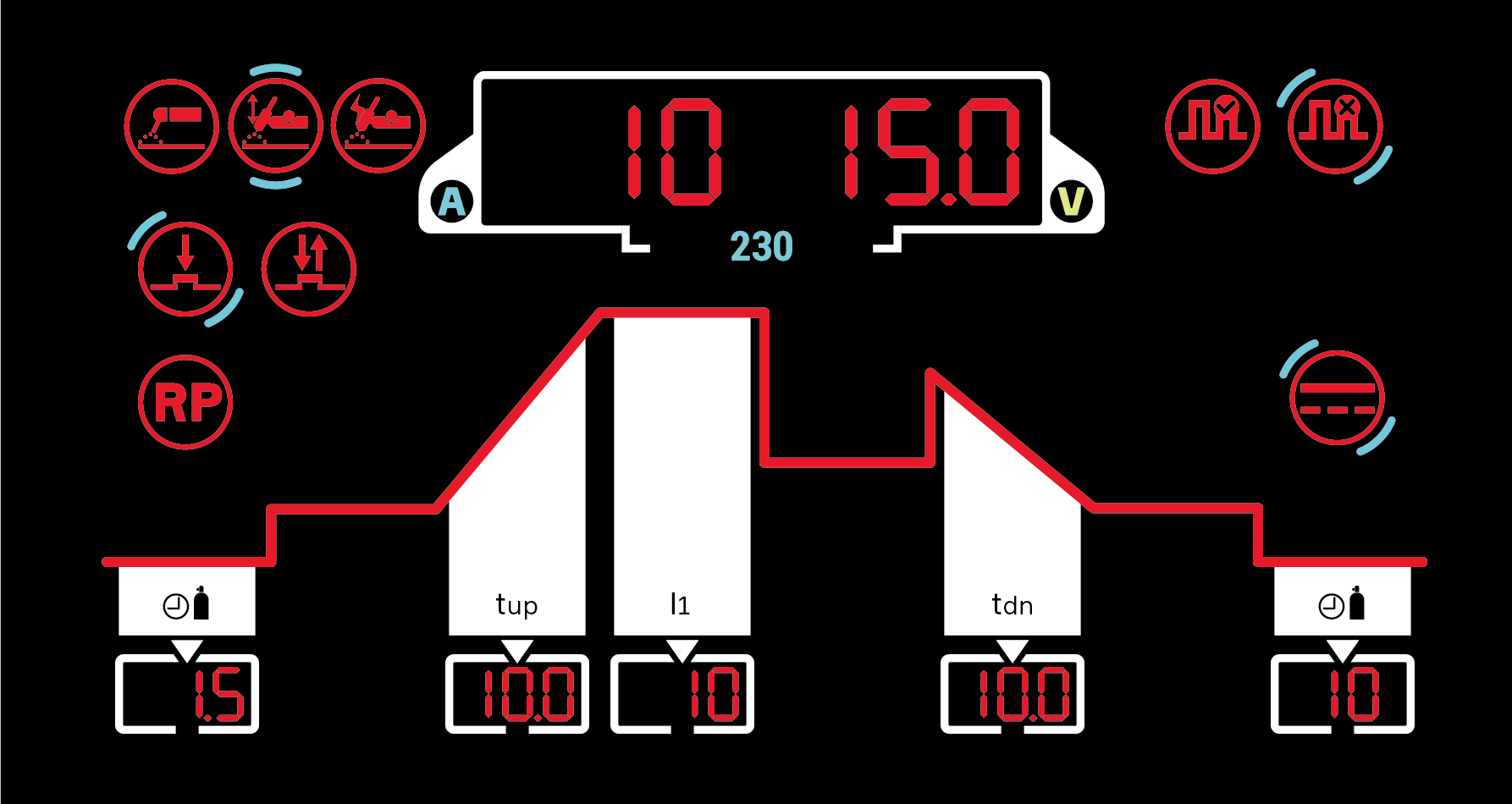
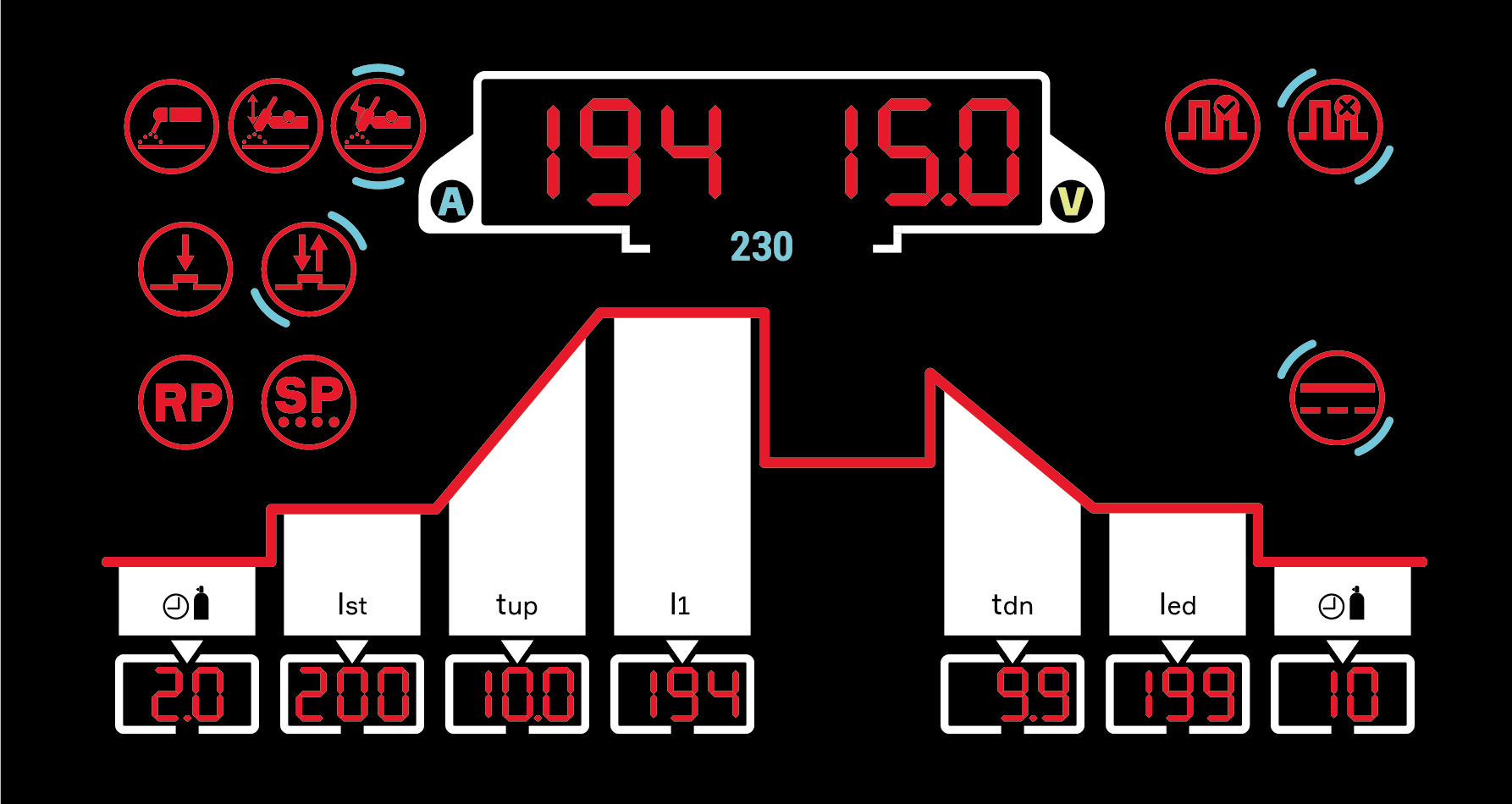
Режим LIFT TIG DC PULSE OFF 4T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
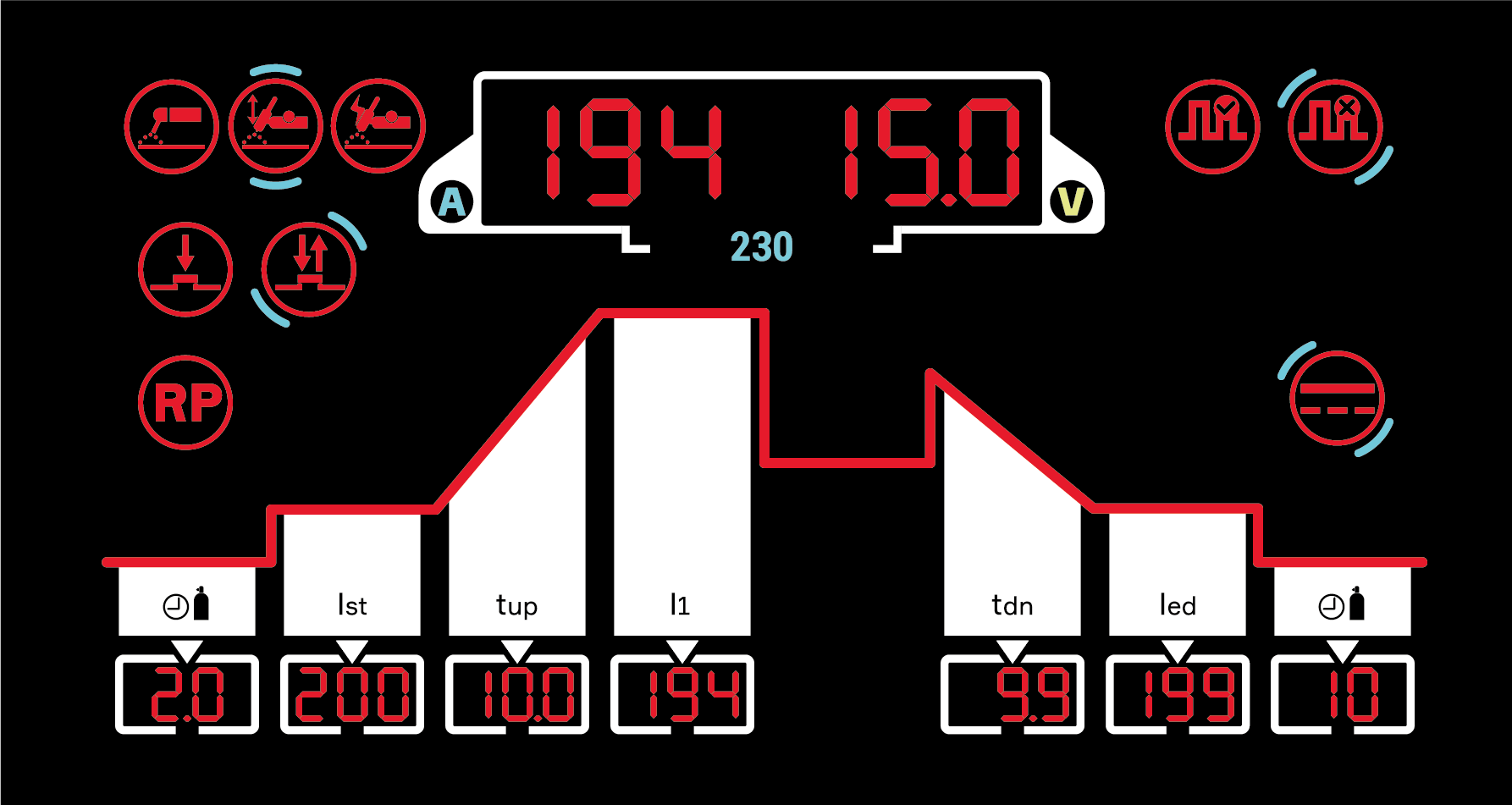
Режим LIFT TIG DC PULSE OFF REPEAT
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
Режим HF TIG DC PULSE 2T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Скважность – диапазон регулировок от 5 до 95%.
- Пульс ГЦ – диапазон регулировок от 0,5 до 999. Регулировка шага с 0,5 до 5,0 по 0,1 Гц, с 5,0 до 999 по 1 Гц.
Режим HF TIG DC PULSE 4T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Скважность – диапазон регулировок от 5 до 95%.
- Пульс ГЦ – диапазон регулировок от 0,5 до 999. Регулировка шага с 0,5 до 5,0 по 0,1 Гц, с 5,0 до 999 по 1 Гц.
Режим HF TIG DC PULSE OFF 2T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
Режим HF TIG DC PULSE OFF 4T
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
Режим HF TIG DC PULSE OFF REPEAT
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Стартовый ток (Ist) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время нарастания тока (tup) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Базовый ток (I2) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Ток заварки кратера (Ied) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
Режим HF TIG DC PULSE OFF SPOT
- Время подачи газа перед сваркой – диапазон регулировок от 0,0 до 2,0 сек., шаг 0,1 сек.
- Пиковый ток (I1) – диапазон регулировок от 10 до 200 Ампер, шаг 1А.
- Время снижения тока (tdn) – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
- Время подачи газа после сварки – диапазон регулировок от 0,0 до 10,0 сек., шаг 0,1 сек.
Дополнительная информация о технических характеристиках, комплектации и фотографии нового аппарата ПТК HANKER TIG 200 P LCD H83 доступна в карточке с товаром.
Новинка
Гарантия 5 лет

Аргонодуговой аппарат для работы на постоянном токе (DC) с возможностью сварки в импульсном режиме (PULSE) и без него. Поддерживает режимы HF и Lift TIG для удобного поджига дуги. Есть возможность подключения ПДУ. Дополнительная функция MMA сварки. Гарантия 5 лет.
Цена:
44 600 р
1 апреля 2026
Читайте также
Подробнее рассказываем о функционале PFC в сварочных аппаратах. Как это работает и как влияет на качество сварного шва.

Рассказываем подробнее о том, какие настройки и функции есть в аппарате аргонодуговой сварки ПТК HANKER TIG 300 P AC/DC LCD H17.
Вольфрамовый электрод один из самых востребованных расходных материалов для TIG сварки, поэтому правильный выбор продукции существенно влияет на качество сварочных работ.