Какой сварочный аппарат нужен для сварки алюминия?
Многие сварщики в начале своего пути задаются вопросом – какой сварочный аппарат нужен для сварки алюминия? В этой статье мы постараемся дать свои рекомендации по выбору аппарата для сварки алюминия, на что обратить внимание при покупке, а также, обсудим особенности аппаратов TIG и MIG.
Для начала разберем как правильно подобрать аппарат для сварки алюминия аргоном TIG под ваши рабочие задачи. В TIG сварке чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Преимущества и недостатки сварки TIG
Аргонодуговая сварка — трудная сварка в освоении по причине необходимости одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла. В связи с этим основным недостатком TIG сварки – ее низкая скорость и производительность, и сварщик должен обладать высокими навыками. Но неоспоримым преимуществом такого вида сварки – это высокое качество сварных соединений, аккуратность сварных швов, которые не требуют дальнейшей механической постобработки. А можно ли тиг сваркой варить алюминий? Краткий ответ – можно, но для того, чтобы правильно подобрать аппарат для аргонодуговой сварки нужно иметь в виду несколько важных моментов.












Какой материал вы планируете сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). Частый вопрос, который можно услышать от начинающих сварщиков - а на каком токе варят алюминий тиг сваркой? Так вот, на постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. А на переменном токе сваривают алюминиевые, никелевые и магниевые сплавы. TIG сварка алюминия постоянным током возможна, но является более трудозатратной, сложной, требует большей предварительной подготовки свариваемых материалов и итоговый результат сварки не всегда выходит чистым и таким идеальным, как рассчитывал сварщик.
Обратите внимание на источники для аргонодуговой сварки ПТК МАСТЕР серии D и ПТК RILON серии GDM, которые поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.







Какая толщина металла сваривается?
От толщины металла зависит выбираемый сварочный ток, а также наличие режима PULSE. Если вы планируете сваривать металл малой толщины (до 2 мм), вам необходим инвертор с функцией пульсации сварочного тока. В ассортименте оборудования ПТК с этими задачами отлично справятся аппараты ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. В случае, когда аппараты нужны более мобильные и компактные, то стоит обратить внимание на инверторы ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM< и ПТК RILON TIG 200 P AC/DC GDM.
Какое охлаждение горелки TIG выбрать?
Горелки TIG могут охлаждаться двумя способами – воздушным или жидкостным. Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Если вам необходимо именно такое охлаждение, то стоит рассмотреть аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Но еще вы можете приобрести любой сварочный аппарат и просто докупить к нему водоохладитель ПТК БЖО (9 л).



Нужна ли педаль для TIG сварки?
Для упрощения процесса аргонодуговой сварки, лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.

Основные критерии выбора аппаратов аргонодуговой сварки TIG
Сварочный ток и его характеристики напрямую влияют на процесс сварки и качество соединения сварных швов. Аппараты попроще варят на переменном токе (DC), но есть и более прогрессивные аппараты AC/DC, которые умеют переключаться и варить с постоянным (AC) и переменным током. Разберем особенности таких аппаратов, а также на каком токе возможна сварка алюминия ac или dc.
Постоянный ток DC
Если ваша задача сваривать черный металл, нужен хороший провар и красивый шов без обработки, то здесь подойдут аппараты ПТК МАСТЕР TIG 200 D90 , ПТК МАСТЕР TIG 200A F55 , ПТК RILON TIG 200 CT . Эти аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с импульсным режимом, например, ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах позволяет варить тонкие металлы, не перегревая их и не давая ванне остыть, за счет периодического понижения сварочного тока. Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь. С этими аппаратами сварка алюминия tig dc pulse тоже будет проще и аккуратней.
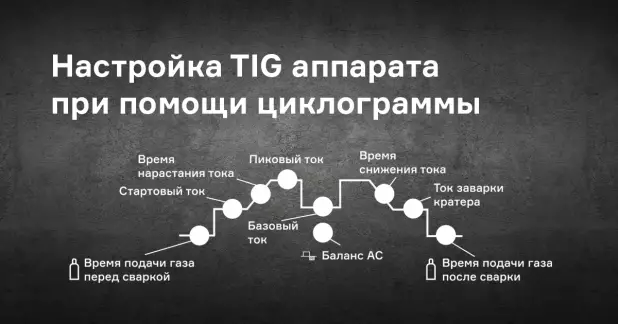
Повысить качество шва и упросить контроль за рядом параметров в сварочных инверторах поможет настройка сварочного процесса по циклограмме . Точная настройка позволит избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Циклограмма есть в таких аппаратах как ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92 и ПТК RILON TIG 400 P AC/DC DIGITAL .
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока. Также, аппараты с переменным током АС хорошо подходят для сварки покрытыми электродами алюминия и ржавого металла, который трудно очистить. Постоянное изменение направления движения электронов способствуют разрушению оксида алюминия и загрязнений (ржавчины) на поверхности изделий.
Аппарат для сварки алюминия аргоном - какой выбрать? Исходя из всего вышесказанного, мы рекомендуем обратить внимание на аппараты ПТК МАСТЕР TIG 200 P AC/DC D92 и ПТК RILON TIG 200 P AC/DC GDM. Эти инверторы справятся с множеством сварочных задач, а сварка алюминия dc станет легкой и уверенной.



Полуавтомат для сварки алюминия (MIG) какой выбрать?
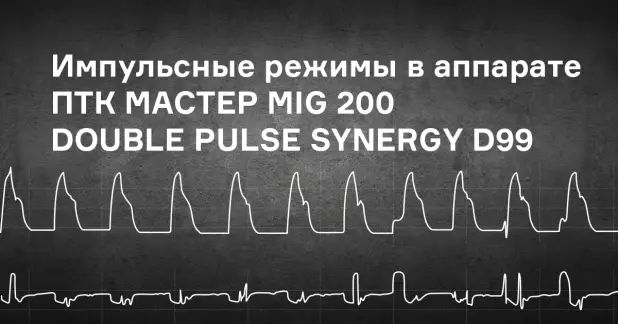
В ассортименте сварочных аппаратов ПТК лучший полуавтомат для сварки алюминия – это ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99 . И его обновленная версия с четырехроликовым механизмом подачи проволоки ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99-4 . Алюминий довольно капризный материал, так как имеет оксидную пленку, и не каждый полуавтомат подходит для работы с ним. Чтобы проникнуть под оксидную пленку, необходима высокая сила тока, но тогда алюминий начнет плавится. Но с малой величиной тока, оксидную пленку разрушить не получится, что сделает сварной шов слабым и не герметичным. Для решения данной задачи необходимы аппараты, которые способные автоматически менять величину ампер в процессе сварки, тогда станет возможным и качественная сварка алюминия. Такой режим в аппаратах называется импульсный (PULSE).


Сварочные аппараты ПТК МАСТЕР серии DOUBLE PULSE - с двойным импульсом и синергетическими настройками управления. Основная особенность аппарата заключается в наилучшем качестве сварки алюминия и его сплавов. Поэтому мы так много внимания уделяем именно этим технологиям и процессам, которые помогают улучшить качество сварочных швов и у сварщика была лучшая сварка для алюминия.
Отличительная особенность этих аппаратов — импульсный режим. При сварке MIG в импульсном режиме на кончике сварочной проволоки формируется капля расплавленного металла. Далее, увеличивается сила тока и выталкивает эту каплю в сварочную ванну. Перемещение капли происходит через дугу, по одной капле за импульс. Импульсная сварка алюминия позволяет снизить тепловложение и разбрызгивание металла по сравнению со струйным и крупнокапельным переносом. При сварке алюминия пульсом и его сплавов пульсация тока нужна для пробития оксидной пленки и обеспечения качественной очистки околошовной зоны.
Помимо импульсного режима сварки алюминия, в аппарате ПТК МАСТЕР D99 есть функция горячий старт, которая особенно полезна при сварке алюминия. Благодаря этой функции, в начале сварки, когда металл еще холодный, не образовывается наплавленная проволока, то есть, во время поджига дуги, расплавленный металл не наплавляется впустую на кромки, а проваривает кромки в глубину.
Еще один полезный параметр для сварки алюминиевых сплавов — это стартовый сварочный ток. Он позволяет равномерно прогреть свариваемые кромки металла для получения сварочной ванны. При сварке алюминия имеет особое значение, так как там требуется прогрев кромок без лишней наплавки проволоки.
Предлагаем вам наглядно ознакомиться с работой аппарата в наших видеороликах. В них мы подробнее расскажем о полуавтомате для сварки алюминия, какой выбрать режим сварки и варианты его настройки, а также поделимся секретами и особенностями сварки для новичков.