Какой функционал у аппарата ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99?
В этом материале мы подробно рассмотрим функционал и настройку нового сварочного полуавтомата ПТК МАСТЕР MIG 200 DP SYNERGY D99.
Напоминаем, что это новая модель с двойным импульсом и синергетическими настройками управления. Ранее мы рассказывали об импульсных режимах в полуавтомате и наглядно их демонстрировали в графиках мгновенных вольт-амперных характеристик, ознакомиться с материалом можно в этой статье.
Начнем с режимов работы аппарата и режимов работы сварочной горелки.
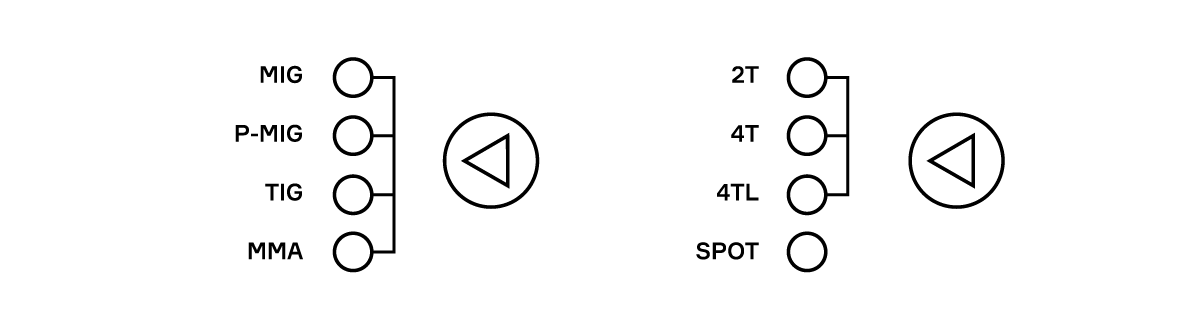
Расшифровка и обозначение режимов:
- MIG — режим полуавтоматической сварки с ручными и синергетическими настройками.
- P-MIG — режим полуавтоматической сварки с пульсом и двойным пульсом.
- Lift TIG — режим аргонодуговой сварки.
- MMA — режим ручной дуговой сварки.
- 2T — двухтактный режим работы сварочной горелки.
- 4T — четырехтактный режим работы сварочной горелки.
- 4TL — сварочный ток и сварочное напряжение изменяются по полной циклограмме.
- SPOT — сварка точками или небольшими прихватками.
Рассмотрим режим MIG и его настройки в разных режимах работы сварочной горелки.
MIG + 2T
Сварочное напряжение и скорость подачи проволоки регулируются на основном экране, чтобы перейти в меню настроек дополнительных параметров необходимо:
- Нажать кнопку «Меню». На левом дисплее загорится обозначение параметра, на правом – его значение.
- Правым энкодером устанавливается необходимое значение того или иного параметра, левым энкодером – переключение между параметрами.
На схеме ниже отображен весь функционал режима, а в таблице расшифровка и обозначение каждого пункта.

Обозначение на дисплее | Расшифровка значения | Диапазон регулировки | Единица измерения |
|---|---|---|---|
| Ind | Индуктивность | от -10 до +10 | – |
| Rin | Скорость подачи проволоки до первичного замыкания | 0–10 | сек |
| HS | Горячий старт | 0–10 | сек |
| PrG | Время подачи газа перед сваркой | 0–20 | сек |
| PoG | Время подачи газа после сварки | 0–20 | сек |
| BBt | Время отжига проволоки | 0–10 | сек |
| SPt | Время длительности сварки точками (только в режиме SPOT) | 0–15 | сек |
| SYn | Синергетический режим. Позволяет включать или отключать режим синергетики | ON/OFF | – |
Индуктивность — параметр, влияющий на скорость нарастания сварочного тока, делая перенос капли в момент касания проволоки металла мягче, уменьшая разбрызгивание.
Чем больше значение индуктивности, тем меньше скорость нарастания сварочного тока, проплавление глубже, сварочная ванна более жидкая, валик шва более ровный и гладкий. Чем меньше значение индуктивности, тем скорость нарастания больше, температура дуги ниже, разбрызгивание больше и выпуклый валик шва.
Индуктивность обычно применяется при сварке углеродистых сталей в чистой углекислоте CO2 для уменьшения разбрызгивания. При сварке в сварочной смеси регулировка параметра чаще всего не требуется.
Скорость подачи проволоки до первичного замыкания — параметр, который позволяет максимально точно настроить скорость подачи присадочной проволоки еще до момента возбуждения дуги.
Таким образом, сварщик получает возможность отрегулировать более плавную подачу проволоки с момента нажатия кнопки на горелке и до момента возбуждения сварочной дуги. Благодаря этому достигается контролируемый процесс розжига дуги, исключается «удар» проволоки о заготовку в момент поджига.
Горячий старт – это функция кратковременного возрастания сварочного тока, при котором скорость подачи проволоки остается неизменной, а сварочное напряжение увеличивается на 0,5–1 Вольт, тем самым увеличивая площадь нагрева металла, а значит уменьшая время нагрева и расплавления кромок металла в начале сварки.
Благодаря этой функции, в начале сварки, когда металл еще холодный, не образовывается наплавленная проволока, то есть, во время поджига дуги, расплавленный металл не наплавляется впустую на кромки, а проваривает кромки в глубину. Функция особенно полезна при сварке алюминия.
Время подачи газа перед сваркой — параметр, при котором увеличивается время задержки срабатывания механизма подачи проволоки, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку.
Обычно имеет диапазон регулировки от 0,1 до 10-15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов полуавтоматической горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов порами. Напоминаем, что инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Важно: рекомендованное значение времени подачи газа от 0,5 до 1,5 сек. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ.
Время подачи газа после сварки — параметр, при котором подача проволоки останавливается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку.
Обычно имеет диапазон регулировки от 0,1 до 10-15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Время отжига проволоки — параметр, который позволяет настроить время отжига проволоки.
В течение этого времени выходное сварочное напряжения не будет отключаться после прекращения подачи проволоки. Благодаря этому исключается вероятность прихватывания присадочной проволоки в сварочном кратере в конце цикла сварки.
Кроме того, функция «отжиг проволоки» позволяет обеспечить подготовку выступающего конца проволоки к последующему зажиганию дуги. Наличие данного режима облегчает процесс последующего розжига дуги, повышает стабильность и качество сварочного шва в начале цикла.
Время длительности сварки точками — параметр, при котором проволока подается определенное время.
Время регулируется на экране аппарата. Работает только в режиме триггера горелки SPOT.
Синергетический режим — параметр, который отключает или включает синергетическое управление.
Синергетика в ПТК МАСТЕР MIG 200 DOUBLE PULSE SYNERGY D99 позволяет при регулировке скорости подачи проволоки менять автоматически сварочное напряжение в зависимости от диаметра проволоки и свариваемого материала. Если необходимо, то синергетику можно отключить, вручную настраивать скорость подачи проволоки и сварочное напряжение.
MIG + 4T (SYN ON)
Второй режим, который мы будем рассматривать — MIG + 4T (SYN ON). Он имеет аналогичное меню, только в режиме 4T добавляется функционал тока заварки кратера.

| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки | Единица измерения |
|---|---|---|---|
| I2 | Ток заварки кратера | 25–200 | А |
Ток заварки кратера — параметр, который позволяет установить необходимую скорость подачи проволоки для завершения процесса сварки без образования кратера.
Напряжение заварки кратера корректируется автоматически.
Рекомендация: Для качественной заварки кратера в режиме 4Т кнопку горелки необходимо зажать до погашения дуги.
MIG + 4T (SYN OFF)
Третий режим — это MIG + 4T (SYN OFF). Он имеет аналогичное меню, только помимо ранее перечисленных параметров в этом режиме присутствует функционал напряжения заварки кратера.

| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки | Единица измерения |
|---|---|---|---|
| U2 | Напряжение заварки кратера | от -0,2 до +2,0 | В |
Напряжение заварки кратера – параметр, необходимый для качественного расплавления сварочной проволоки в момент окончания сварки.
MIG + 4TL (SYN ON)
Четвертый режим — это MIG + 4TL (SYN ON). В целом, это режим полного контроля за сварочными характеристиками от начала сварки и до конца процесса.
Запускается этот режим при нажатии и удерживании кнопки горелки, происходит процесс набора стартового тока и напряжения. Далее, при отпускании кнопки, аппарат выравнивает параметры со стартовых, на рабочие — идет процесс сварки.
При завершении сварки, нажатием и удержанием кнопки горелки, идет процесс спада характеристик с рабочих до финишных — до напряжения заварки кратера и тока заварки кратера.
Рекомендация: длительность стартового тока и заварки кратера сварщик регулирует сам, удерживая кнопку горелки необходимое количество секунд.
Режим имеет аналогичное меню, помимо ранее перечисленных параметров в этом режиме присутствует функционал стартового сварочного тока.

| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки | Единица измерения |
|---|---|---|---|
| I1 | Стартовый сварочный ток | 25–200 | А |
Стартовый сварочный ток — параметр, который позволяет установить сварочный ток в начале сварки.
Позволяет равномерно прогреть свариваемые кромки металла для получения сварочной ванны. Имеет особое значение при сварке толстых металлов, и при сварке алюминиевых сплавов, где требуется прогрев кромок без лишней наплавки проволоки. Обратите внимание, что стартовое напряжение будет регулироваться автоматически.
MIG + 4TL (SYN OFF)
Пятый режим MIG + 4TL (SYN OFF) имеет аналогичное меню, где присутствует функционал стартового сварочного напряжения и ток заварки кратера. Остальные настройки схожи с MIG + 2T.

| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки | Единица измерения |
|---|---|---|---|
| U1 | Стартовое сварочное напряжение | от -2,0 до +2,0 | В |
| I2 | Ток заварки кратера | 25–200 | А |
Стартовое сварочное напряжение – параметр, необходимый для качественного расплавления сварочной проволоки в момент начала сварки.
Позволяет настроить напряжение таким образом, чтобы проволока плавилась и образовывала сварочный шов необходимой ширины и глубины проплавления.
MIG + SPOT
В шестом режиме MIG + SPOT настройки аналогичны MIG + 2T, но добавляется время длительности точки. Для сварки точками необходимо нажать и удерживать кнопку горелки.
PULSE
Принцип пульсации тока основан на том, что в момент образования капли на конце сварочной проволоки за некоторое время до ее отделения происходит подъем сварочного тока на определенное процентное соотношение от сварочного тока, установленного на аппарате. В момент отделения капли от сварочной проволоки ток имеет максимальное значение. Такой ток называется током пульсации.
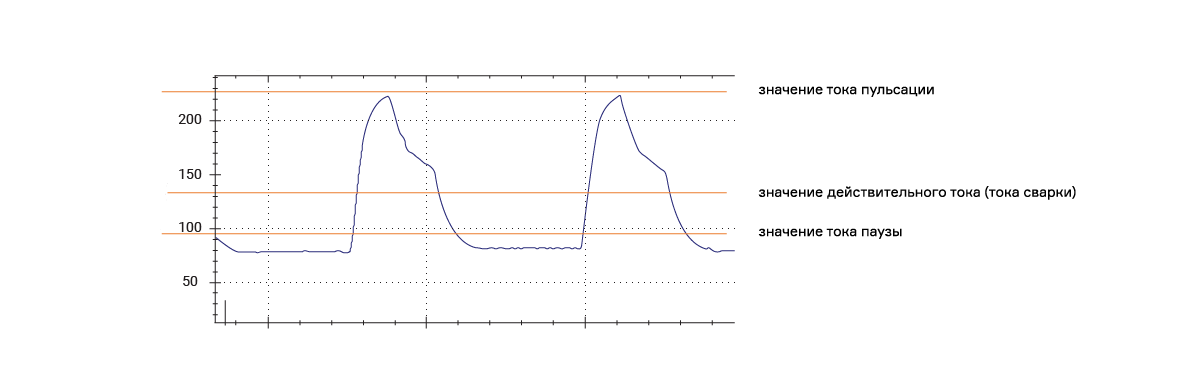
На изображении выше осциллограмма сварочной дуги в режиме PULSE при сварке алюминия. Мы видим, что ток пульсации в момент отделения капли имеет значение выше 200 Ампер. Следом идет волнообразное падение и небольшая площадка — капля металла отделилась и упала в сварочную ванну. Далее падение идет до значения тока паузы.
Процентное соотношение тока пульсации и тока паузы зависит от выбранного материала и диаметра сварочной проволоки. При сварке алюминия и его сплавов пульсация тока нужна для пробития оксидной пленки и обеспечения качественной очистки околошовной зоны.
P-MIG + 2T
Все параметры данного режима регулируются точно также, как и в режиме MIG + 2T. Отличие заключается в том, что проволока подается с определенной частотой, тем самым обеспечивая пульсацию тока. Настройки параметров производятся только с включенной синергетикой.

P-MIG + 4T
Функционал режима P-MIG + 4T включает в себя ранее описанные настройки и меню выглядит следующим образом:
P-MIG + 4TL
Функционал режима P-MIG + 4TL включает в себя ранее описанные настройки и меню выглядит следующим образом:
DOUBLE PULSE
Если в предыдущем режиме за пульсацию тока отвечала синергетика, которая формировала сигнал для процессора, который в свою очередь, в зависимости от материала и диаметра проволоки формировал процентное соотношение импульсного тока и тока сварки, то в режиме DOUBLE PULSE синергетика формирует сигнал как на процентное соотношение, так и на управление двигателем механизма подачи проволоки.
Давайте подробнее разберем физику процесса двойной пульсации тока. При одиночной пульсации диаграмма тока имеет 3 уровня, а именно:
- Ток пульсации.
- Ток сварки.
- Ток паузы.
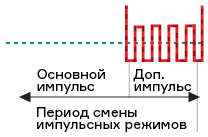
При двойной пульсации тока к этим трем уровням добавляются еще 3 уровня пульсации, то есть сварка приобретает таким образом 2 уровня мощности сварочной дуги. Схематично это выглядит так:
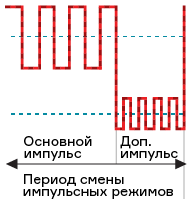
На графике видно, что импульсы можно разделить на основной и дополнительный, где основной импульс отвечает за расплавление и захват корня шва, а дополнительный импульс служит для поддержания стабильного горения дуги без сильного тепловложения, тем самым, не давая сварочной ванне провалиться. Таким образом, режим DOUBLE PULSE обеспечивает еще более стабильный перенос металла.
Чтобы настроить режим DOUBLE PULSE в аппарате ПТК МАСТЕР D99 необходимо:
- Нажать кнопку «Меню». На левом дисплее загорится надпись DP, на правом — ON/OFF.
- Правым энкодером выберите режим DP ON для включения режима DOUBLE PULSE.
- Далее нажмите кнопку «Меню» еще раз, чтобы перейти в настройки параметров DOUBLE PULSE.

| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки | Единица измерения |
|---|---|---|---|
| Ib5 | Базовый ток | 25–200 | А |
| FR9 | Частота импульса | 0–5,0 (5–250) | Гц |
| dUY | Скважность импульса | 10–80 | % |
Базовый ток — это ток сварки дополнительного импульса, то есть его действительное значение.
Также имеет процентное соотношение от тока пульсации и тока паузы дополнительного импульса. На графике ниже изображен пунктирной линией.
Рекомендация: Не рекомендуется устанавливать значение базового тока ниже 35А, так как синергетика не сможет распознать ток паузы, потому что он будет ниже 25А, что является минимальным заявленным током. При токе 25А скорость подачи проволоки примерно 1,5–2 м/мин, ниже этого значения опуститься невозможно.
Частота импульса — регулировка скорости смены уровней мощности сварочной дуги.
То есть чем чаще основной пульс сменяется на дополнительный, тем меньше тепловложение в свариваемое изделие.
Скважность импульса — процентное соотношение длительности основного импульса и базового.
Рекомендовано устанавливать посередине — 40%. Чем выше от нормали значение скважности, тем дольше длится основной импульс, соответственно тепловложение больше. И наоборот, чем ниже от нормали значение скважности — тем дольше длится дополнительный импульс.
Lift TIG
В аппарате предусмотрена дополнительная функция аргонодуговой сварки в среде защитных газов Lift TIG. Это дополнительная функция аргонодуговой сварки вольфрамовым неплавящимся электродом в среде защитных инертных газов на постоянном токе прямой полярности. Напоминаем, что обратная полярность подразумевает подключение горелки в панельное гнездо «-». При аргонодуговой сварке ни в коем случае не устанавливайте горелку в гнездо «+», так как температура анодного пятна, которое образуется на положительной полярности равна около 4000°С, в то время как температура плавления вольфрама 3200°С, то есть при подключении горелки в разъем «+» вольфрамовый электрод попросту разрушится.
Принцип поджига дуги в режиме Lift TIG основан на плавном подъеме сварочного тока в момент отрыва вольфрамового электрода от основного металла. Поджиг происходит касанием электрода о поверхность свариваемого материала и при последующим поднятии электрода с поверхности.
В этой функции предусмотрена регулировка сварочного тока от 10 до 200 Ампер и при сварке рекомендуется использовать вольфрамовые электроды диаметром от 1,0 до 4,0 мм.
Для сварки в режиме Lift TIG предусмотрено подключение с помощью вентильной горелки и подключением через ОКС 35-50. Самый распространенный способ подключения ввиду своей универсальности. К недостаткам данного подключения можно отнести постоянную необходимость открытия вентиля горелки для подачи газа, а также необходимость проводить газовую магистраль в обход сварочного аппарата.
MMA
Дополнительная функция ручной дуговой сварки MMA позволяет использовать покрытые электроды диаметром от 1,5 до 5,0 мм. В режиме предусмотрены настройки Arc Force, Hot Start, возможность включения/выключения функции Anti Stick и VRD.
Функционал режима и подробное описание.

| Обозначение на дисплее | Расшифровка значения | Диапазон регулировки |
|---|---|---|
| dIc | Форсаж дуги | 0–10 |
| HS | Горячий старт | 0–10 |
| Vrd | Снижение напряжения холостого хода | – |
| Ant | Антизалипание электрода | – |
Форсаж дуги – функция, которая позволяет во время сварки избежать залипания электрода на металл, прибавляя к установленному значению сварочного тока значение форсажа в пределах от 0 до 10. Функция полезна при сварке электродами с основным покрытием, которые из-за химического состава обмазки имеют свойство прилипать во время сварки. Ещё функция полезна при сварке от пониженного напряжения.
Горячий старт – функция, которая позволяет разжечь дугу в начале сварки, избежать залипания электрода на металл, прибавляя к установленному значению сварочного тока значение форсажа в пределах от 0 до 10. Применяется при сварке электродами с основным покрытием и при сварке от пониженного напряжения.
Снижение напряжения холостого хода или VRD – параметр, который позволяет снизить напряжение холостого хода источника до безопасного значения. Функция необходима для защиты сварщика при работе под открытым небом, при повышенной влажности и при контакте сварщика с металлическими поверхностями. Обычно имеет значение от 15 до 24 В.
Важно: электродами с основным покрытием (УОНИИ-13/55, LB-52U) сваривать на пониженном напряжении холостого хода невозможно, так как будет затруднен первичный и повторный поджиг дуги. Для сварки электродами с основным покрытием необходим сварочный аппарат с напряжением холостого хода не менее 70 В.
Антизалипание электрода – параметр, который позволяет снизить напряжение на дуге до 0, тем самым избежать прокаливания сварочного электрода. Если электрод залип на деталь, происходит возрастание сварочного тока до максимального значения, напряжение источника станет равным 0, тем самым электрод не будет прокаливаться и его легко можно будет отделить от поверхности металла.
На этом все, мы рассмотрели функционал и настройки аппарата. Если хотите увидеть аппарат в работе, то переходите в карточку товара и смотрите видео обзор с примерами сварки алюминия в разных режимах настройки.